1. Schweißschutzgase
Argon (ISO
14175-I1-Ar) mit der Reinheit 4.6 (99,996 Vol.-%) ist
das Standardschutzgas und anwendbar für alle Werkstoffe. Für die
reaktiven Werkstoffe wie Titan, Tantal usw. wird mindestens die Qualität
4.8 empfohlen. Durch Zusätze von Helium, Wasserstoff oder Stickstoff
lassen sich die Eigenschaften des Schutzgases beeinflussen. Beachtet
werden muss jedoch die Werkstoffverträglichkeit.
| Schutzgas | Werkstoff | Bemerkungen |
| Argon | Alle schweißgeeigneten Metalle | - Häufigste Anwendung - Bei CrNi-Stählen Wurzelschutz erforderlich |
| Argon 5.0 | Reaktive Metalle wie Titan | Naht und Wärmeeinflusszone an der Ober- und Unterseite schützen |
| VARIGON® He15 VARIGON® He30 VARIGON® He50 VARIGON® He70 | Al und Al-Legierungen, Cu und Cu-Legierungen | - Durch heißeren Lichtbogen besserer Einbrand - Höhere Bessere Porensicherheit |
| VARIGON® He90 | Al und Al-Legierungen | - WIG-Gleichstromschweißen mit negativ gepolter Elektrode |
| Helium | Cu und Cu-Legierungen | - In Abhängigkeit von der Verwendeten Schweißstromquelle ggf. Zünden unter Argon erforderlich |
| VARIGON® H2 VARIGON® H5 bis H15 | Austenitische nichtrostende Stähle, Ni und Ni- Legierungen | H2-Zusatz bewirkt im Vergleich zu Argon - Gleicher Einbrand mit weniger Wärmeeinbringung - Höhere Schweißgeschwindigkeit - Blankere Nähte |
| VARIGON® N2 VARIGON® N3 VARIGON® N2H1 | Voll austenitische CrNi-Stähle | Unterdrückung der ferritischen Phase im Schweißgut durch N2 |
| VARIGON® N2 VARIGON® N3 VARIGON® N2He20 | Duplex- und Superduplex- Stähle | - Einstellen der Austenit-Ferrit- Gehalte im Schweißgut He-Zusatz |
Die Versorgungsart in Einzelflaschen oder Ringleitung ist vom Bedarf abhängig. Je nach Stromstärke, Werkstoff und Schutzgasart werden zum sicheren Gasschutz ca. 5–12 l/min Schutzgas benötigt. Der Gasschutz wird durch die Verwendung von Gaslinsen verbessert und die Zugänglichkeit zur Schweißstelle erleichtert.
Hinweis:Dotierte Prozessgase der MISON® und VARIGON® S Reihe zur Erhöhung der Lichtbogenstabilität lieferbar. Sprechen Sie Ihren örtlichen Anwendungstechniker an.
Zur Kontrolle der richtigen Gasmenge an der Schutzgasdüse werden Gasmessröhrchen verwendet.

2. Schweißanlage/Stromwahl
Es sind abhängig vom Werkstoff 30–50 A/mm Wanddicke notwendig. Daraus ergeben sich Richtwerte für die notwendige Leistung der Stromquelle.
| Werkstoff | |||
| Wanddicke [mm] | Unlegierte und legierte Stähle | Aluminium und Al-Legierungen | Kupfer und Cu- Legierungen |
| Bis 2 | 120 A | 120 A | 200 A |
| Bis 4 | 200 A | 200 A | 250 A |
| Bis 6 | 250 A | 250 A | 300 A |
Die Wahl der Stromart ist werkstoffabhängig.
| Werkstoffe | Stromart/Polarität |
| Unlegierte und legierte Stähle, Kupfer und Cu-Legierungen, Nickel und Ni-Legierungen, Titan und Ti-Legierungen, Zirkon, Tantal | = (–)* |
| Aluminium und Al-Legierungen | ~ = (–)* mit Helium |
| Magnesium und Mg-Legierungen | ~ |
* Die Angabe = (–) bedeutet bei Gleichstrom Anschluss des Schweißbrenners an den Minuspol.
3. Wolframelektroden
Je nach Stromart werden reine oder mit oxidischen Zusätzen versehene Wolframelektroden (DIN EN ISO 6848) verwendet. Die Oxide beeinflussen die Lichtbogenstabilität und das Zündverhalten positiv. Darüber hinaus wird die Standzeit erhöht und es ist eine höhere Elektrodenbelastbarkeit möglich. Damit kann bei konstanter Stromstärke mit einer dünneren Elektrode gearbeitet werden. Dadurch ergibt sich ein konzentrierter Einbrand mit weniger Verzug. Elektroden mit Thoriumoxid können heute durch andere Oxide oder Mischoxide ersetzt werden, weil Thorium ein schwach radioaktives Element ist und zusätzliche Maßnahmen erfordert.
Die folgende Zusammenstellung (Auszug aus DIN EN ISO 6848) zeigt die Strombelastbarkeit.
| Elektroden- ∅ [mm] | Gleichstrom [A] | Wechselstrom [A] | ||
| Negative Polung (-) | ||||
| Reines Wolfram | Wolfram mit Oxidzusätzen | Reines Wolfram | Wolfram mit Oxidzusätzen | |
| 1,0 | 10 bis 75 | 10 bis 75 | 15 bis 55 | 15 bis 70 |
| 1,6 | 60 bis 150 | 60 bis 150 | 45 bis 90 | 60 bis 125 |
| 2,4 | 120 bis 220 | 150 bis 250 | 80 bis 140 | 120 bis 210 |
| 2,5 | 130 bis 230 | 170 bis 250 | 80 bis 140 | 120 bis 210 |
| 3,2 | 160 bis 310 | 225 bis 330 | 150 bis 190 | 150 bis 250 |
| 4,0 | 275 bis 450 | 350 bis 480 | 180 bis 260 | 240 bis 350 |
| 4,8 | 380 bis 600 | 480 bis 650 | 240 bis 350 | 330 bis 450 |
| 5,0 | 400 bis 625 | 500 bis 675 | 240 bis 350 | 330 bis 460 |
Durch die richtige Wahl der Wolframelektroden und deren Vorbehandlung lassen sich die Lichtbogeneigenschaften und die Nahtgeometrie Beeinflussen.
Zündverhalten und Standzeit

⟶ Oxidische Zusätze und Feinschliff in Längsrichtung. Dieser Schleifvorgang ist nur mit speziellen Vorrichtungen und Schleifgeräten möglich.
Linde ist ein Handelsname, der von den Unternehmen der Linde Group verwendet wird. Das Linde-Logo und das Wort Linde sind Marken der Linde AG. MISON® und VARIGON® sind in der EU registrierte Marken der Linde Group. Markeneintragungen und deren Status können je nach Land variieren. Copyright © 2017. Linde AG.
Einfluss von Rautiefe und Zentrizität auf die Standzeit von W-Elektroden
| Standzeit: 17 Stunden | | Standzeit: 5 Stunden Elektroden-∅: 3,2 mm Schweißstrom: 150 A Werkstoff: Rohrstahl |

⟶ Einbrandverhalten und Nahtbreite: Spitzenwinkel von 30–60° werden für gutes Einbrandverhalten empfohlen.
-
Generell geringerer Spitzenwinkel → tieferer Einbrand
-
Größerer Spitzenwinkel → erhöhte Nahtbreitung
Nahtgeometrie bei WIG-Schweißen von Stahl

4. Anwendungshinweise
Neben der richtigen Wahl der Schweißparameter, der Gasdüsengröße und der Schutzgasmenge ist auch die Brennerführung, Und falls erforderlich, die Zugabe des Schweißzusatzes zu beachten. Die Brennerneigung in Schweißrichtung ist stechend ca. 15–40°.

Die wichtigsten Regeln zur sicheren und fehlerfreien Durchführung des WIG-Schweißens sind:
→ Regel 1: Sauberkeit
Der Schweißnahtbereich muss frei von Fett, Öl und sonstigen Verunreinigungen sein. Ebenfalls ist auf sauberen Schweißzusatz und saubere Handschuhe des Schweißers zu achten.
Dies gilt besonders beim Fügen von Aluminium, um die Porenbildung zu verhindern. Wurzelseitig sind die Kanten zu brechen.
→ Regel 2: Schweißzusatzführung
Das abzuschmelzende Ende des Schweißzusatzes muss immer im Schutzgasmantel geführt werden – Verhinderung von Oxidation. Der Schweißzusatz ist unter einem kleinen Winkel, auf die Werkstückoberfläche bezogen, zu führen.
→ Regel 3: Gasempfindliche Werkstoffe
Beim Schweißen gasempfindlicher Werkstoffe muss zusätzlich zum Wurzelschutz mit Zusatzgasschutz (Schleppdüse) hinter der Schutzgasdüse gearbeitet werden, um eine Versprödung zu vermeiden.
→ Regel 4: Wolframelektrodentyp und -durchmesser
Wolframelektrodentyp und -durchmesser sind auf den jeweiligen Werkstoff, den Stromstärkenbereich und auf die Schutzgaszusammensetzung Abzustimmen.
→ Regel 5: Schliff der Wolframelektrode, Rautiefe
Der Anschliff der Elektrodenspitze soll in axialer Richtung erfolgen. Je geringer die Rautiefe der Spitzenoberfläche ist, desto ruhiger brennt der Lichtbogen und umso höher ist die Standzeit.
Beim Anschleifen der Wolframelektrode muss die Schleifscheibe gegen die Elektrodenspitze laufen, um ein Abbrechen des spröden Werkstoffes zu vermeiden.
→ Regel 6: Schutzgasmenge, Gasschutz
Die Schutzgasmenge ist der jeweiligen Schweißaufgabe bzw. der Gasdüsengr..e anzupassen. Nach Schweißende muss das Gas lange genug strömen, um das erkaltende Schmelzbad und die Wolframelektrode ausreichend vor Oxidation zu schützen.
Für die VARIGON® Schutzgase gelten folgende Angaben
| Schutzgas | Korrekturfaktor* |
| VARIGON® He30 | 1,17 |
| VARIGON® He50 | 1,35 |
| VARIGON® He70 | 1,70 |
* Mindestschutzgasmenge geteilt durch Korrekturfaktor ergibt den am Messsystem einzustellenden Durchfluss.
Beispiel: VARIGON® He70: 12 l/min Durchflussmenge am Gasmesssystem (20 : 1,70)
5. Fehlervermeidung
Die richtige Belastung der Wolframelektrode ist wichtig zur Vermeidung von Fehlern.
→Wechselstrom
Unterbelastet – Lichtbogen unruhig
Überbelastet – Abtropfende Wolframelektrode führt zu Wolframeinschlüssen
→ Gleichstrom
Unterbelastet – Lichtbogen instabil
Überbelastet – Zerstörung der Wolframelektrodenspitze führt zu Lichtbogenunruhen
Belastung von Wolframelektroden

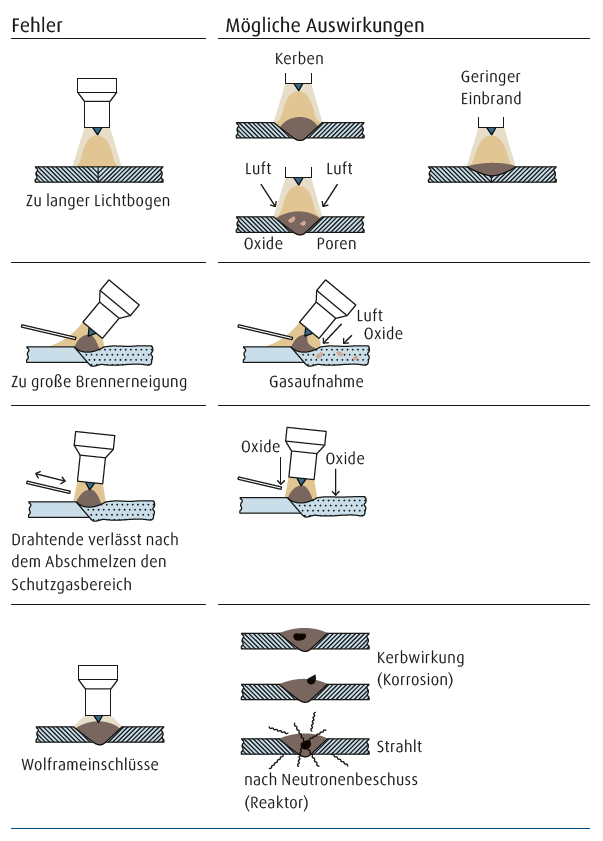
Fehler können auch durch falsche Brenner- und Schwei.zusatzführung verursacht werden. Nachstehend sind einige typische Fehler beim WIG-Schweißen und die möglichen Auswirkungen auf die Schweißnaht zusammengestellt.
Typische Fehler und mögliche Auswirkungen auf die Nahtqualität