
1. Schutzgase
Argon (ISO 14175-I1) ist das Standardschutzgas für normale Schweißaufgaben. Durch Zusätze von Helium und die Zugabe geringster Anteile aktiver Komponenten (ppm-Bereich) zum inerten Argon lassen sich die Schweißergebnisse verbessern.
| Schutzgas | Bemerkungen |
| Argon | In allen Lichtbogenarten und Schweißpositionen einsetzbar |
| VARIGON® S MISON® Ar VARIGON® He15S bis He50S MISON® He30 | → Durch die Zugabe von O2 bzw. NO stabilerer Lichtbogen |
| → Einfluss von Helium siehe unten | |
| VARIGON® He15 bis He70 | Heliumanteil verbessert → Vermeidung von Bindefehlern → Besserer Einbrand → Aufwand für das Vorwärmen dickwandiger Bauteile reduziert → Geringere Porenhäufigkeit → Breitere und flache Nähte |
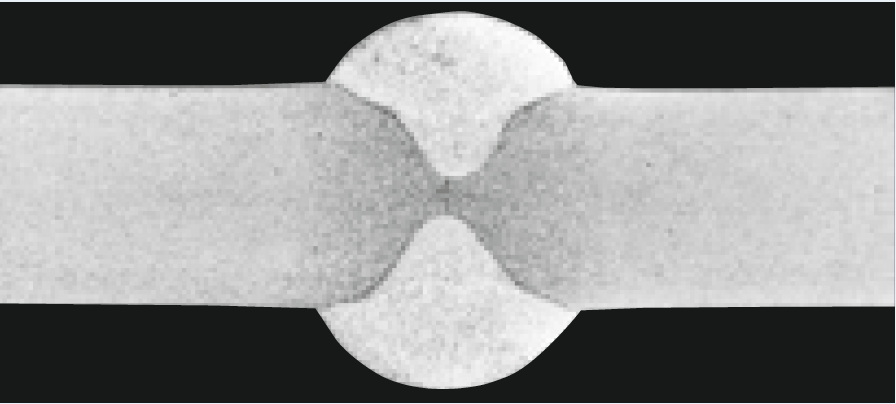
Mit zunehmendem Heliumanteil im Argon wird die Porenbildung vermindert
| a) 100 % Argon 20 l/min 350 A/28 V | b) VARIGON® He30 20 l/min 345 A/29 V |
| c) VARIGON® He50 28 l/min 340 A/31 V | d) VARIGON® He70 38 l/min 335 A/34 V |

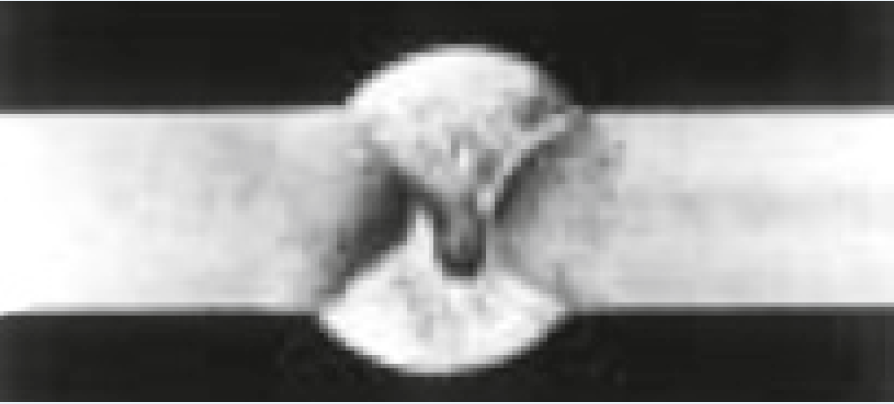

Grundwerkstoff: Al 99,5: s = 10 mm; I-Naht ohne Spalt Drahtelektrode: S Al 1450 (Al99,5Ti); Durchmesser 1,6 mm Brenner: 15° stechend; Drahtvorschub: 8,4 m/min Schweißgeschwindigkeit: 62 cm/min
Bei hohen Anforderungen an die Porenfreiheit, vor allem bei größeren Wanddicken und bei reinem Aluminium, verbessert sich das Ergebnis mit steigendem Heliumanteil. Mit höheren Heliumanteilen ist der Lichtbogen unruhiger. Dotierte Schutzgase stabilisieren den Lichtbogen und verbessern das Nahtaussehen bei geringerem Spritzer auswurf.
| Schutzgas | Porendurchmesser | Gesamt-Porenfläche (Schweißnahtlänge 370 mm) |
| a Argon | 0,5...4 mm | 152 mm2 |
| b VARIGON® He30 | 0,5...1,5 mm | 28 mm2 |
| c VARIGON® He50 | 0,5...1 mm | 18 mm2 |
| d VARIGON® He70 | 0,5...1 mm | 6 mm2 |
Die Reinheiten und Mischgenauigkeiten entsprechen DIN EN ISO 14175. Die Gase sind für alle Lichtbogenarten und Leistungsbereiche anwendbar.Schutzgasverbrauch (bezogen auf Argon):
→ Kurzlichtbogen 12–15 l/min
→ Sprüh- und Impulslichtbogen 15–20 l/min
Für die VARIGON® Schutzgase gelten folgende Angaben
| Schutzgas | Korrekturfaktor* | Mindestschutzgasmenge |
| VARIGON® He30 | 1,17 | 20 l/min |
| VARIGON® He50 | 1,35 | 28 l/min |
| VARIGON® He70 | 1,70 | 35 l/min |
* Mindestschutzgasmenge geteilt durch Korrekturfaktor ergibt den am Messsystem einzustellenden Durchfluss. Beispiel VARIGON® He30: 17 l/min Durchflussmenge am Gas-Messsystem (20 : 1,17).
Die benötigte Schutzgasmenge wird entweder am Druckminderer an einem Manometer mit entsprechender Kapillare auf Schutzgasverbrauch (l/min) geeicht (Abb. 1) oder mit einem Durchflussmengenmesser (Abb. 2) eingestellt.
| | |


Die eingestellte Schutzgasmenge sollte von Zeit zu Zeit mit einem Gasmessröhrchen an der Schutzgasdüse kontrolliert werden.
2. Zusatzdrähte
Für die Auswahl der Zusatzdrähte für das Schweißen der Aluminium Werkstoffe wird die Linde-Druckschrift „Facts About. Aluminium Werkstoffe. Schweißtechnische Verarbeitung.“ empfohlen.
Den Stand der Technik zum Lichtbogenschweißen beschreibt die EN 1011-4. Die Lagerung der Drahtelektroden soll in trockenen, temperierten Räumen erfolgen. Angebrochene Spulen sollen so schnell wie möglich verbraucht werden.
3. Schweißanlage
Üblicherweise werden zum MIG-Schweißen die auch zum Metall Schutzgasschweißen verwendeten Geräte eingesetzt. Beim Drahtvorschub muss jedoch den Besonderheiten der weichen Aluminiumdrähte Rechnung getragen werden. Neben Antriebsrollen mit Rundnut sind Teflonseelen im Schlauchpaket notwendig. Die Verwendung eines mit den Antriebsrollen verzahnten Zweirollen Drahtvorschubes wird empfohlen. Stromquellen, geeignet für den Impulslichtbogen, sind zu bevorzugen, da Drähte größeren Durchmessers verwendet werden können.
Müssen Drähte mit einem Durchmesser von unter 1,6 mm verschweißt werden, verwendet man Push-Pull-Brenner, da Brenner mit mehr als 3 m Schlauchpaketlänge unter Praxisbedingungen kaum störungsfrei einsetzbar sind.
Leistung der Stromquelle:
| Zu schweißende Blechdicke [mm] | Empfohlene Drahtelektrode ∅ [mm] | Einstellbereich der Stromquelle 100 % ED |
| 2–6 | 1,2 | 100–200 A |
| 6–20 | 1,6 | 200–350 A |
Anmerkung: Obige Angaben sind Anhaltswerte, die durch Nahtform, Werkstoff und Schutzgasart beeinflusst werden.
4. Einstellhinweise Nahtvorbereitung.
| Falsch: Kanten nicht gebrochen
→ Oxideinschlüsse → Rissgefahr im Wurzel- bereich durch Oxide | Richtig: Kanten gebrochen → Sauber erfasste Wurzel → Keine Oxideinschlüsse → Keine Rissgefahr durch Oxide |

Vermeidung von Wurzelkerben durch wurzelseitiges Brechen der Kanten Schweißdaten:
| Werk- Stück- Dicke [mm] | Fugen- form | Draht- Durch- Messer [mm] | Schweiß- strom [A] | Schweiß- geschwin- digkeit [cm/min] | Argon- ver- brauch [l/min] | Lagen- zahl |
| 2 | II | 0,8 | 110 | 85 | 12 | 1 |
| 3 | II | 1,0 | 130 | 75 | 12 | 1 |
| 4 | II | 1,2 | 160 | 70 | 15 | 1 |
| 5 | II | 1,2 | 180 | 70 | 15 | 1 |
| 6 | II | 1,6 | 200 | 65 | 15 | 1 |
| 8 | V | 1,6 | 240 | 60 | 16 | 2 |
| 10 12 | V V | 1,6 1,6 | 260 280 | 60 55 | 16 18 | 2 2 |
| 16 | V | 1,6 | 300 | 50 | 20 | 3 |
| 20 | V | 1,6 | 340 | 50 | 20 | 3 |
Richtwerte für das Handschweißen in Wannenlage (PA) Die Werte werden durch Schutzgasart, Werkstoff und Lichtbogenart beeinflusst. Schweißschutzgase mit höheren Heliumanteilen erfordern aufgrund der höheren Ionisationsenergie von Helium eine höhere Schweißspannung.
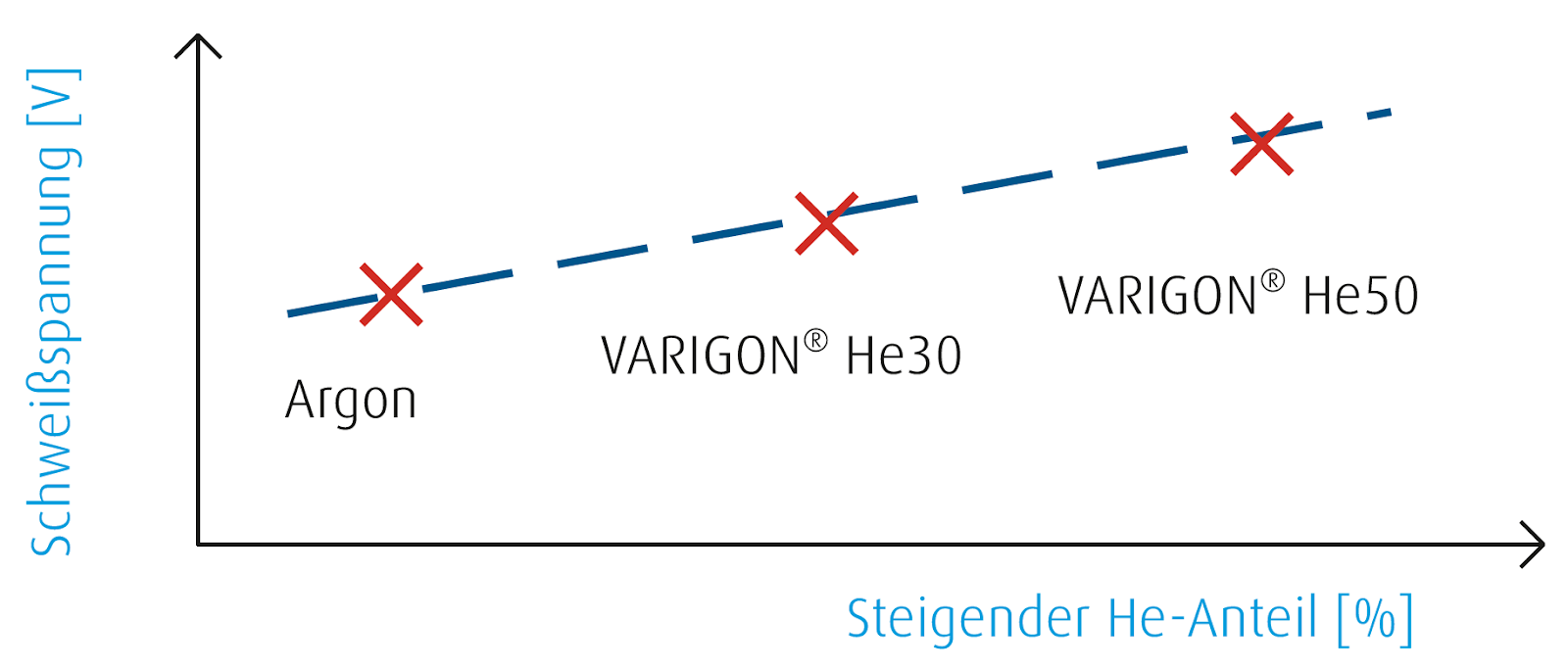
Anpassung der Schweißspannung bei Schutzgasen mit unterschiedlichem Heliumgehalt
Vorwärmung 5. Fehlervermeidung
Die Bauteiltemperatur sollte auf alle Fälle höher sein als die Temperatur am Arbeitsplatz. Bei Taupunktsunterschreitung bildet sich Feuchtigkeit auf der Oberfläche (Porengefahr). Ein Vorwärmen (Trocknen) kann im Einzelfall erforderlich sein. Der Aufwand zum Vorwärmen dickwandiger Bauteile zur Vermeidung von Bindefehlern ist bei Verwendung von Argon-Helium-Schutzgasen (ISO 14175-I3) erheblich reduziert.
Wurzelschutz
Wurzelschutz durch Argon verbessert die Wurzelausbildung.
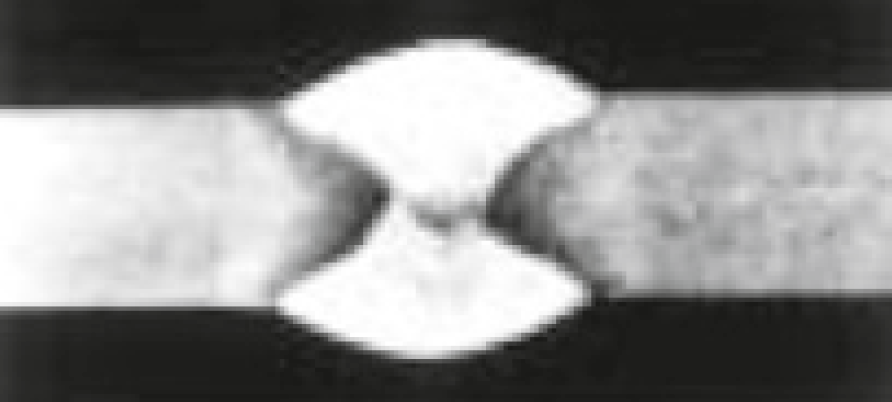
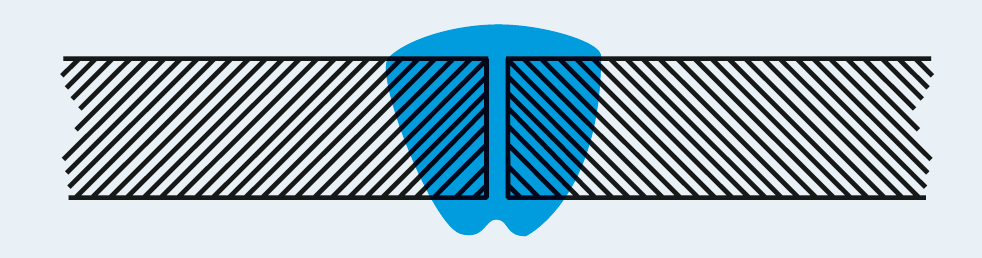
Nahtausbildung
Heliumanteile im Schutzgas ergeben einen tieferen Einbrand, eine breitere Naht und vermindern die Gefahr von Bindefehlern und Poren.
| a) 100% Argon 20l/min 280A/25V | b) VARIGON® He30 20l/min 282A/27V |
| c) VARIGON® He50 28l/min 285A/30V | d) VARIGON® He70 38l/min 285A/34V |
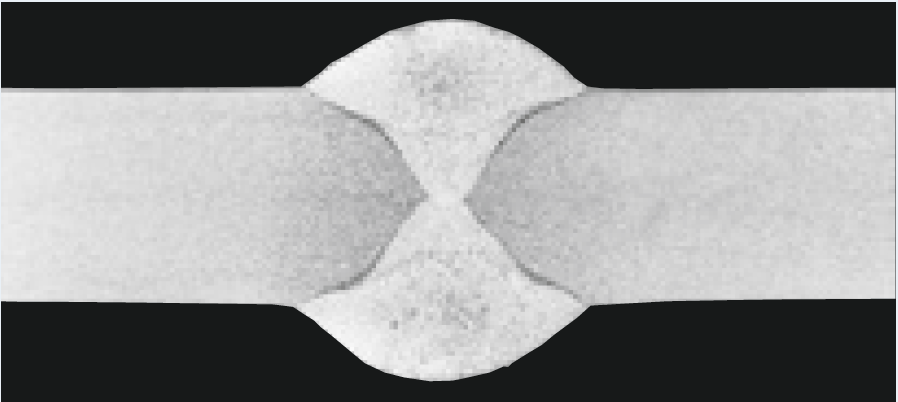

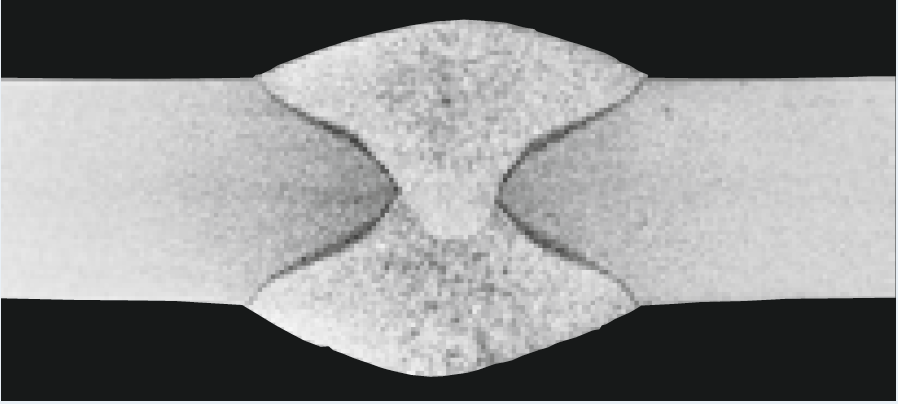
Grundwerkstoff: AIMg3: s=10mm; I-Naht ohne Spalt Drahtelektrode: S Al 5183 (AlMg4,5Mn0,7(A)); Durchmesser 1,6mm Brenner: 15° stechend; Drahtvorschub: 9,7m/min Schweißgeschwindigkeit: 62cm/min Einfluss des Heliums auf die Nahtgeometrie und die Vermeidung von Bindefehlern
5. Fehlervermeidung
| Fehlerquelle | Fehlerart Poren | Risse | Binde- fehler | Fehlerursache | Fehlervermeidung |
| Fugenvor- bereitung | X | Verschmutzte Fuge (Fett, Farbe, Oxid) | Reinigen mit Fettlösungsmitteln: nur trockene Werkstücke schweißen; Oxidschicht vor dem Schweißen entfernen | ||
| Draht- elektrode | X | Verschmutzte Drahtelektrode | Drahtelektrode wechseln | ||
| X | X | Falsche Schutzgasmenge | Schutzgasmenge korrigieren | ||
| X | Falsches Schutzgas | Schweißargon oder Helium oder deren Gemische verwenden | |||
| Schutzgas | X | Diffusion von Feuchtigkeit und Luft- sauerstoff in das Schweißsystem | Ausreichendes Spülen des Systems vor Arbeitsbeginn; Verwendung von diffusionssicheren Schläuchen | ||
| X | Falsche Schutzgasmenge | Schutzgasmenge korrigieren | |||
| X | Falsches Schutzgas | Schweißargon oder Helium oder deren Gemische verwenden | |||
| Schweißanlage | X | Leck im Kühlwasserumlauf | Schweißbrenner, Schlauchpaket und Kühlwasserleitungen instand setzen oder austauschen; Brenner mit geschlossenem Kühlsystem verwenden | ||
| X | Einwirbeln von Luft in den Schutzgasstrom | Schutzgasleitungen und Schweißbrenner auf Dichtheit überprüfen; Brenner säubern, Gasdüsenabstand verringern; Brennerneigung korrigieren | |||
| X | Zu kurze Gasvor- oder nachströmzeit | Einstellung am Gerät ändern | |||
| X | Ungleichmäßige Drahtförderung | Anpressdruck der Vorschubrollen überprüfen, Vorschubrollen austauschen, Rollenachsen auf Schlag prüfen; Stellung der Drahteinlaufdüse prüfen; Drahtführungsseele austauschen, kürzeres Schlauchpaket verwenden | |||
| Ausführung Der Schweißarbeiten | X | Zugluft | Schweißplatz gegen Zugluft sichern | ||
| X | Schweißspritzer in der Gasdüse/ Turbulenzen | Gasdüse reinigen | |||
| X | X | Ungenügender Masseanschluss | Für guten Masseanschluss sorgen | ||
| X | X | X | Unsachgemäße Heftschweißung | Hefter vor dem Überschweißen ausschleifen oder schräg anschleifen | |
| X | X | X | Zu starke Wärmeableitung | Ausreichend vorwärmen | |
| X | Verwendung ungeeigneter Schleifscheiben | Für Aluminium geeignete Schleifscheiben oder spanabhebende Werkzeuge verwenden |