Plasmaschneiden für Praktiker
1. Verfahrensprinzip
systematisch gehört das Plasmaschneiden zu den Lichtbogen-Trennverfahren und worde zum Trennen von Metallen, die durch ihre chemische Zusammensetzung nicht brenngeschnitten werden können, wie z. B. Aluminium Oder Kupfer und deren Legierungen, hochlegierte Stähle, aber auch Hartmetalle, entwickelt. Das Plasmaschneiden unterscheidet sich vom Brennschneiden im Wesentlichen dadurch, dass nur eine geringe bis keine chemische Reaktion (abhängig vom eingesetzten Gas) mit dem Werkstoff stattfindet, sondern der Werkstoff aufgeschmolzen und die Schmelze durch einen Gasstrahl ausgetrieben wird (Schmelzschneiden).
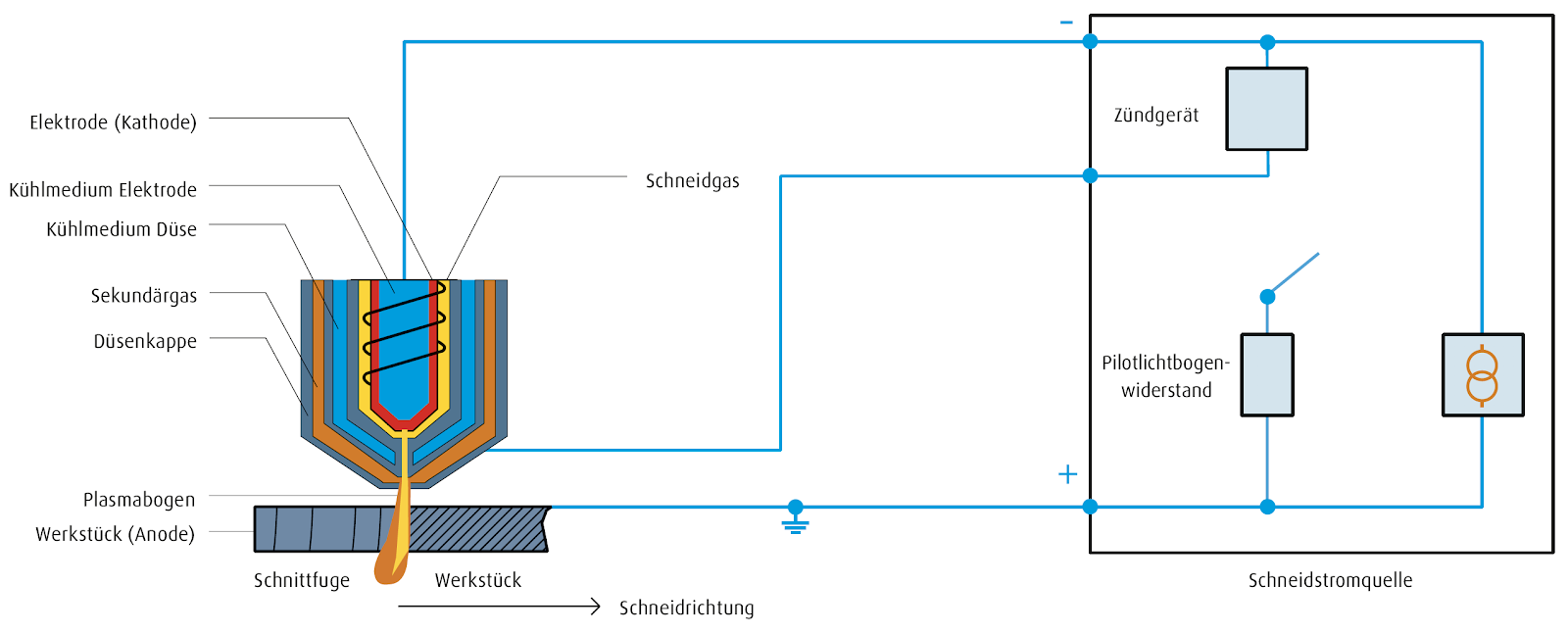
Um den Schneidprozess zu starten, wird zunächst das Zündgas (meist Argon) zugeführt und dann ein Pilotlichtbogen zwischen Elektrode und Düse durch Hochfrequenzspannung gezündet (nicht übertragen der Lichtbogen). Der energiearme Pilotlichtbogen ionisiert die Strecke Zwischen Elektrode und Anode (Werkstück). Wenn der Pilotlichtbogen dasWerkstück berührt, wird das Schneidgas zugeschaltet und der Hauptlichtbogen durch die automatische Erhöhung des Stromes gezündet (übertragender Lichtbogen). Durch die thermische Energie (Rekombination, Konvektion und Strahlung) des Lichtbogens wird der Werkstoff aufgeschmolzen und mithilfe der kinetischen Energie des Schneidgases aus der Fuge getrieben.
Prinzip des Plasmaschneidens mit übertragenem Lichtbogen
Elektrode und Düse
Elektrode und Plasmadüse Sind Bauteile mit beschränkter Lebensdauer. Die Standzeit der Elektrode wird wesentlich durch die HÖhe des Schneidstromes, die Anzahl der Zündungen und die Art des Plasmagases bestimmt. Darüber hinaus spielen das Gas- und Strommanagement am Schnittanfang und -ende sowie die Wärmeabfuhr von der Elektrode eine entscheidende Rolle. Als Elektrodenmaterial werden Wolfram, Zirkonium Oder Hafnium verwendet. Dabei beschränkt sich der Einsatz von Wolframelektroden auf den Gebrauch von inerten Plasmagasen und deren Gemische sowie reaktionsträgen Oder reduzierenden Plasmagasen. Bei reinem Sauerstoff und sauerstoffhaltigen Plasmagasen werden Zirkonium- Oder Hafniumelektroden verwendet.
Einflussfaktoren der Düsenstandzeit sind:
→ Durchmesser der Düsenaustrittsöffnung
→ Masse und Wärmeleitfähigkeit der Düse
→ Leistung (Strom x Spannung)
→ Einschaltdauer des Lichtbogens
→ Anzahl der Zündungen
→ Lochstechablauf
→ Intensität der Kühlung
Werkstück
Der zu schneidende Werkstoff muss elektrisch leitfähig sein, da das Werkstück ein Teil des Stromkreises ist. Die Erdung sollte möglichst
gleichmäßig sein.
2. Varianten der Plasmaschneidverfahren
Die Verfahren unterscheiden sich hauptsächlich im Aufbau des Plasmabrenners (Auslegung, Medienzuführung, Kühlungsart und Elektrodenmaterial). Hierbei möchte man möglichst eine große Einschnürung des Lichtbogens erzielen, urn eine hohe Schneidgeschwindigkeit und Schnittqualität zu erreichen.
Die DIN 2310-6 unterscheidet nach der Art der Einschnürung die nachfolgenden Varianten:
→ Plasmaschneiden ohne Sekundärmedium
→ Plasmaschneiden mit Sekundärmedium
-
Über der Wasseroberfläche
-
auf der Wasseroberfläche
-
unter der Wasseroberfläche
→ Plasmaschneiden mit Wasserinjektion
-
Über der Wasseroberfläche
-
auf der Wasseroberfläche
-
unter der Wasseroberfläche
→ Plasmaschneiden mit erhöhter Einschnürwirkung
→ Plasmafugen
3. Gase
Mit Plasmagas Sind alle Gase gemeint, die beim Entstehen des Lichtbogens sowie am Schneidprozess beteiligt Sind. Man unterscheidet zwischen:
→ Zündgas (soll den Zündvorgang erleichtern)
→ Schneidgas (soll den Schneidvorgang so gestalten, dass optimale Schneidergebnisse bei unterschiedlichen Werkstoffen erreicht werden)
→ Sekundärgas (soll den Plasmastrahl verengen und die Düse kühlen sowie die Schnittqualität verbessern)
Einfluss der Gase auf die Qualität des Plasmaschneidprozesses
Die Auswahl der Plasmagase hat einen wesentlichen Einfluss auf die Qualität und die Wirtschaftlichkeit des Plasmaschneidprozesses. Um etwaige Nachbearbeitungsschritte zu vermeiden, Sind die Plasmagase auf den Werkstoff abzustimmen. Hierbei muss insbesondere auf die physikalischen und chemischen Eigenschaften geachtet werden.
Es ist notwendig, dass der Plasmastrahl eine gute Wärmeleitfähigkeit sowie einen großen Energieinhalt hat und Über eine hohe kinetische Energie verfügt, urn bei einer hohen Schnittgeschwindigkeit eine gute Schnittqualität zu erzielen. Dorch die chemischen Eigenschaften (reduzierend, oxidierend und inert) wird die Ausbildung der Schnittkanten sehr stark beeinflusst. Bei der Wahl des richtigen Plasmagases müssen die nachfolgenden Eigenschaften unbedingt berücksichtigt werden:
→ Ionisationsenergie der einatomigen Gase (z. B. Argon)
→ Dissoziationsenergie der mehratomigen Gase (z. B. N2 1-12, 02)
→ Wärmeleitfähigkeit
→ Atomgewicht/MoIekuIargewicht
→ Spezifisches Gewicht
→ Chemische Reaktionsfähigkeit
Stickstoff
Stickstoff als Schneidgas wird bei dünnwandigen Blechen aus hoch legierten Stählen eingesetzt, urn schnelle und oxidfreie Schnitte zu erzielen. Nachteilig können sich die starke Riefenbildung und die nicht parallelen Schnittkanten auswirken. Auf die parallelen Flanken haben im Wesentlichen die Gasmenge sowie die Schneidgeschwin digkeit Einfluss.
Sauerstoff
Sauerstoff wird hauptsächlich zurn Schneiden von Blechen aus un- und niedriglegierten Stählen eingesetzt. Verbessernd kommt hinzu, dass der Sauerstoff eine gute Affinität zu Eisen hat, was beim Schneiden von un- und niedriglegierten Stählen zu höheren Schnittgeschwindigkeiten führt. Man spricht beim Plasmaschneiden mit Sauerstoff aber immer noch von einem Schmelzschneidprozess und nicht von einem Brennschneidprozess, da die Reaktion des Sauerstoffes mit dem Werkstoff in der Schnittfuge zu langsam abläuft und der Werkstoff vorher aufgeschmolzen wird. Dorch die schnelle Wärmeeinbringung (Schnittgeschwindigkeit) entstehen kleine Wärmeeinflusszonen, die die mechanischen Eigenschaften des Werkstoffes nur gering bis gar nicht beeinträchtigen. Dorch die Wechselwirkung des Sauerstoffs in Empfohlene Gaskombinationen und ihre Auswirkungen auf die Schnittqualität
| Werkstoff | Dicke | Plasmagas | Sekundärgas | Bemerkung |
| Un- und niedrig- legierter Stahl | 0,5 bis 80mm | Sauerstoff | Sauerstoff oder Sauer- Stoff/Stickstoff oder Sauerstoff/Luft oder Stickstoff | → Bis 25mm laserähnliche → Rechtwinkligkeitstoleranz → Glatte Schnittfläche → Bartfrei bis 20 mm → Wirtschaftlich bis 50 mm |
| 80 bis 160 mm | Argon/Wasserstoff | Stickstoff | → Glatte Schnittfläche → Bartanhang möglich | |
| Hochlegierter CrNi-StahI | 1,0 bis 6,0mm Bis 5,0 bis 160 mm | Stickstoff oder Stick- Stoff/Stickstoff Argon/Wasser- stoff/Stickstoff oder Argon/Wasserstoff | Stickstoff oder Stick- stoff/Wasserstoff Stickstoff oder Stick- stoff/Wasserstoff | → Geringe Rechtwinkligkeitstoleranz → Glatte, bartfreie Schnitte (1.4301) → Geringe Rechtwinkligkeitstoleranz → Glatte Schnitte → Bartfrei bis 70 mm (1.4301) |
| Aluminium | 160 mm 1,0 bis 6,0mm | Luft | Stickstoff oder Stick- stoff/Wasserstoff | → Nahezu senkrechte Schnitte → Bartfreie Schnitte (AIMg3), allerdings leichter Grat an der Unterkante → Rauer als Stahl |
| 5,0 bis 160 mm | Argon/Wasser- Stoff/Stickstoff oder Argon/Wasserstoff | Stickstoff oder Stick- stoff/Wasserstoff | → Nahezu senkrechte Schnitte → Grat an der Unterkante bis 20 mm, über 20 mm leichter Bartanhang → Rauer als Stahl |
der Schnittfuge mit dem Werkstoff wird die Schmelze dünnflüssiger, was zu einer bart- und rundungsfreien Kante an der Unterseite des Werkstückes führt. Ein weiterer Vorteil Sind Schnittkanten, die nicht aufnitriert Sind, wodurch die Gefahr von Porenbildung bei eventuell folgenden Schweißprozessen minimiert wird.
Wasser
Das Wasser wird hierbei als Sekundärmedium eingesetzt und dient einerseits der Einschnürung des Lichtbogens und andererseits der Wärmeübertragung. Eine weitere Aufgabe des Wassers ist die Kühlung der Düse und des Werkstückes beim Schneidprozess. Dorch die hohe Temperatur zerfällt ein Teil des Wassers in seine Bestandteile Wasserstoff und Sauerstoff, wodurch die guten Eigenschaften der Elemente beim Schneidprozess ausgenutzt werden können.
Luft
Da Luft im Wesentlichen aus Sauerstoff und Stickstoff besteht, können die Eigenschaften der beiden Gase genutzt werden. Die Kombination der beiden Gase stellt ein energetisch sehr gutes Gemisch dar.
Argon-Wasserstoff-Gemische
Argon-Wasserstoff-Gemische werden häufig zurn Schneiden von hochlegierten Stählen und Aluminium eingesetzt. Bereits die Zugabe von einigen Prozent Wasserstoff zurn Argon ermöglicht eine signifikante Erhöhung der Schneidgeschwindigkeit und eine Verbesserung der Schnittqualität. Darüber hinaus bewirkt die reduzierende Wirkung des Wasserstoffs metallisch blanke, das heißt oxidfreie, Schnittflächen. Die Gemische werden häufig zurn Schneiden von dicken Blechen verwendet.
Stickstoff-Wasserstoff-Gemische
Stickstoff-Wasserstoff-Gemische werden heutzutage hauptsächlich als Sekundärgas eingesetzt. Dorch die reduzierende Wirkung des Wasserstoffs werden metallisch blanke, das heißt oxidfreie, Schnittflächen erzeugt. Auch als Schneidgas werden Stickstoff-Wasserstoff-Gemische verwendet. Hierbei werden die guten Eigenschaften der einzelnen Gase kombiniert, was zu einer hohen Schnittgeschwindigkeit führt. Es werden fast parallele Flanken der Schnittkanten erreicht. Außerdem ist die Oxidbildung geringer als bei reinem Stickstoff. Das Gemisch wird hauptsächlich zurn Schneiden von hochlegierten Stählen und Aluminium verwendet.
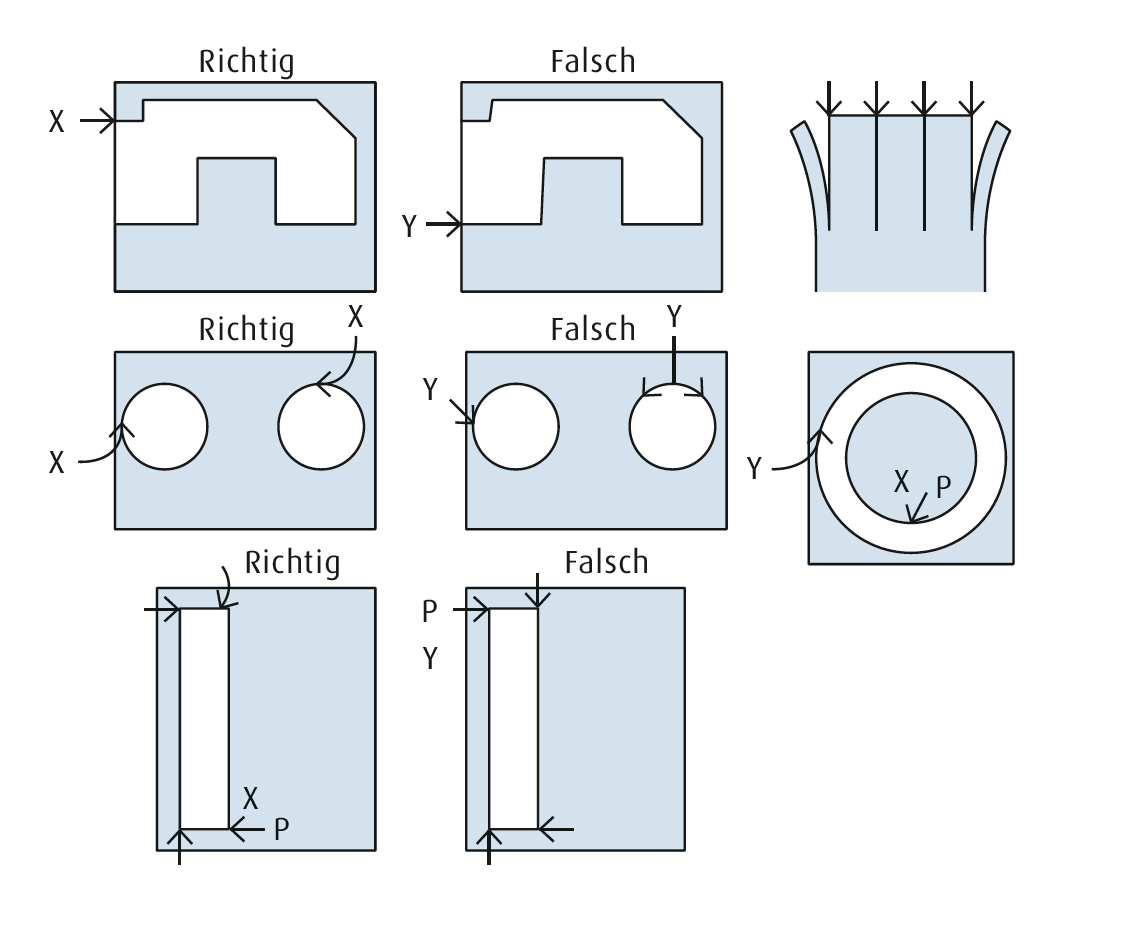
4. Schnittführung und Schnittfolge
Mit der Schnittführung und Schnittfolge kann der durch die Wärmeeinbringung des Plasmaschneidstrahls entstehende Verzug vermindert werden.
1. Zuerst Innenausschitte schneiden
2. Schnittführung so wählen, dass der Abfall abwandern kann
3. Das auszuschneidende Bauteil sollte möglichst lange mit der Grundplatte verbunden bleiben
4. Im Rahmen schneiden
5. Schnittgüte
Die Qualität von Schnittflächen ist nach DIN EN 9013 genormt, z.B.
→ Rechtwinkligkeitstoleranz – Neigungstoleranz „u”

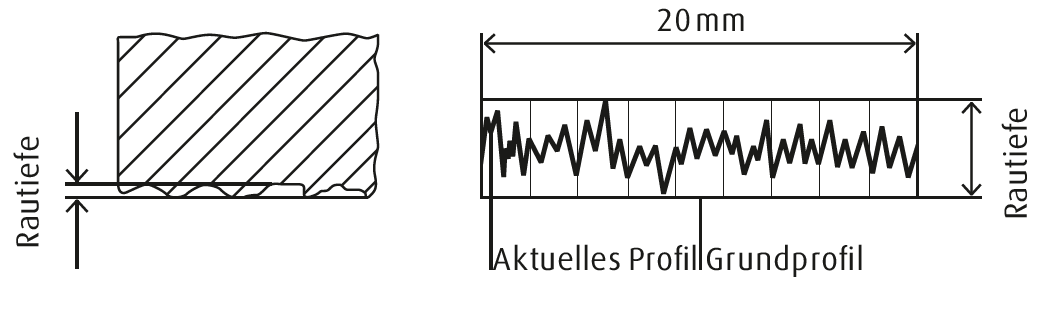
→ Gemmittelte Rautiefe Rz
6. Typische Qualitätsprobleme beim Plasmaschneiden und Möglichkeiten zu deren Beseitigung
Fehler beim Plasmaschneiden und die möglichen Ursachen Sind der nachfolgenden Tabelle zu entnehmen.
| Kriterium | Problem | Mögliche Ursachen | Lösung |
| | Zu große Winkelabweichung | 1. Brenner nicht winklig 2. Abstand zu groß 3. Stromstärke zu gering 4. Geschwindigkeit zu groß 5. Bewegungsrichtung des 6. Brenners 7. DÜse verschlissen | 1. Brenner winklig ausrichten 2. Abstand verringern 3. Stromstärke erhöhen 4. Geschwindigkeit anpassen 5. Richtung ändern 6. DÜse auswechseln |
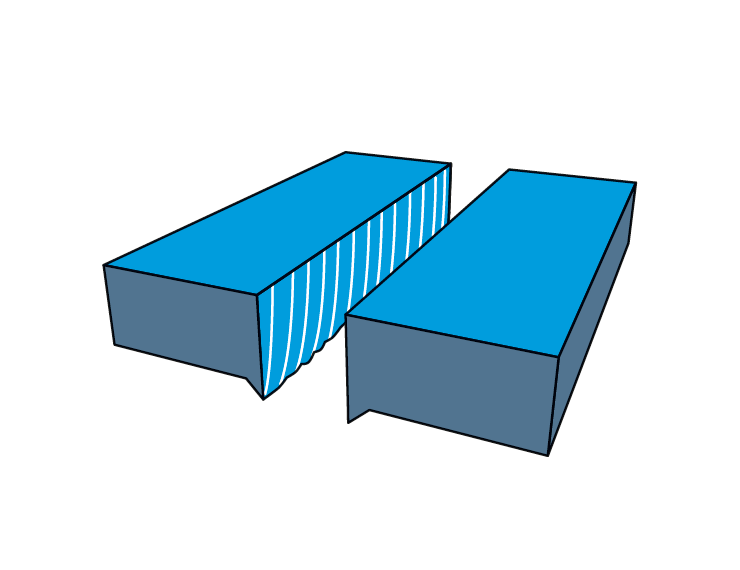
| | Hochgeschwindigkeitsbart: Schnittfuge ist zu schmal, Riefen verlaufen schräg Oder S-förmig; es ist ein wenig Bart vorhanden; Bart ist hart | 1. Geschwindigkeit zu groß 2. Stromstärke zu gering 3. Abstand zu groß | 1. Geschwindigkeit anpassen 2. Stromstärke erhöhen 3. Abstand verringern |
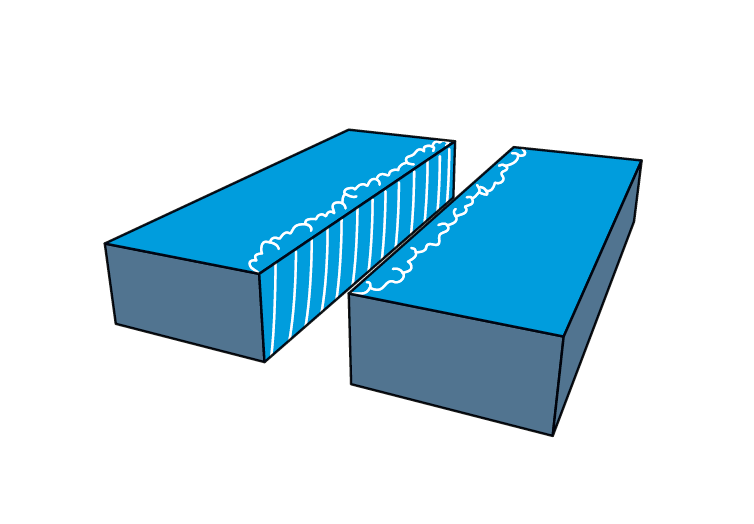
| | Niedergeschwindigkeitsbart: Schnittfuge ist breit, Riefen verlaufen senkrecht; es ist Viel Bart vorhanden; Bart ist blasig | 1. Geschwindigkeit zu gering 2. Stromstärke zu groß 3. Abstand zu gering | 1. Geschwindigkeit anpassen 2. Stromstärke verringern 3. Abstand erhöhen |
| | Rundung der Oberkante | 1. Sekundärgas ungeeignet 2. Abstand zu groß 3. Geschwindigkeit zu groß | 1. Anderes Gas verwenden 2. Abstand verringern 3. Geschwindigkeit anpassen |
| | Spritzer an der Oberkante | 1. Geschwindigkeit zu gering 2. Abstand zu groß 3. DÜse verschlissen | 1. Geschwindigkeit anpassen 2. Abstand verringern 3. DÜse austauschen |