
Lichtbogenhandschweißen - Tipps für Praktiker
Inhalt:
1. Verfahrensprinzip
2. Schweißstromquellen
3. Zubehör
4. Elektroddentypen
5. Der Schweißprozess
6. Fehlerurssachen
7. Arbeitsschutz
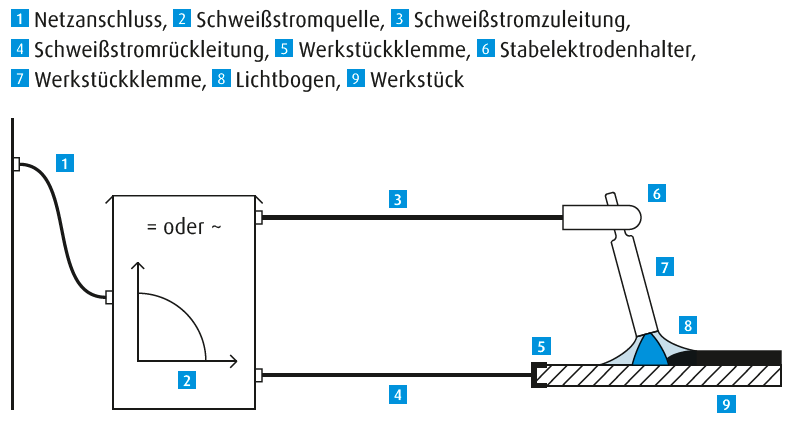
1. Verfahrensprinzip
Das Lichtbogenhandschweißen, auch E-Handschweißen genannt, ist ein Schmelzschweißverfahren, bei dem ein Lichtbogen zwischen einer manuell geführten umhüllten Stabelektrode und dem Werkstück brennt. Die Stabelektrode ist gleichzeitig Lichtbogenansatzpunkt und Zusatz- werkstoff. Die Umhüllung setzt während des Schweißprozesses Gase und Schlacken frei, die sich schützend Über das Schmelzbad legen. Gleichzeitig werden der Lichtbogen und die Elektrode selbst gegenüber atmosphärischen Einflüssen abgeschirmt. Die sich bildende Schlacke formt und schützt die Naht. Es können Materialdicken >1,5mm In allen Schweißpositionen an un-, niedrig- und hochlegierten Stählen sowie Gusswerkstoffen verschweißt werden. Die maximale Abschmelzleistung liegt bei 3 kg/h.
2. Schweißstromquellen
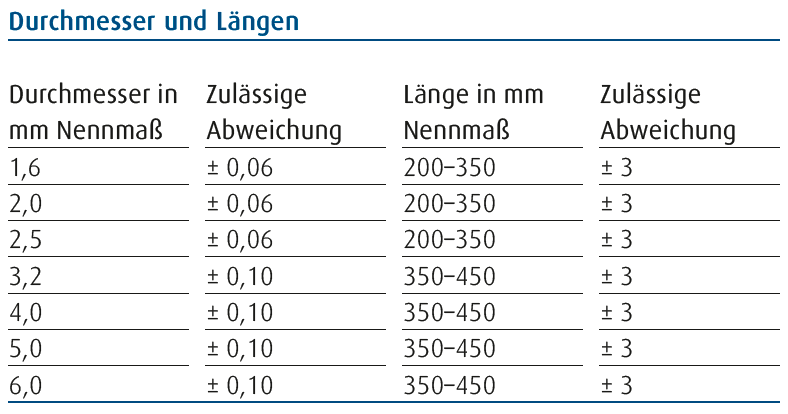
Grundsätzlich ist das E-Handschweißen mit Gleich- und Wechselstrom möglich, jedoch werden Gleichstromquellen bevorzugt. Die Umhüllungsart bestimmt die zu verwendende Stromart. Als Schweißstromquellen kommen sowohl Schweißumformer, Schweißtransformatoren und Schweißgleichrichter als auch Schweißumrichter und Inverter zum Einsatz, die Über eine Steil fallende Kennlinie verfügen. Die zur Verfügung gestellte Stromstärke sollte etwa 250 A bei einer Einschaltdauer von 60% betragen, sodass Elektroden mit einem Kernstabdurchmesser von 5mm verarbeitet werden können. Die einzustellende Stromstärke richtet sich nach Grundwerkstoffdicke und Fugenart. In Abhängigkeit von Durchmesser und Länge der Elektroden ist die Strombelastbarkeit begrenzt. Die Hersteller geben for Elektroden einen unteren und oberen Belastungswert an, der einzuhalten ist.
3. Zubehör für das Lichtbogenhandschweißen
Wie bei allen Lichtbogenverfahren ist for den Prozess ein geschlossener Stromkreis erforderlich. Deshalb werden Stromkabel, Elektrodenhalter und Massezange benötigt. Der Elektrodenhalter ist das Werkzeug des Schweißers: Er muss leicht, handlich und vollisoliert sein und ein schnelles und sicheres Einspannen der Elektrode ermöglichen. Für die Stromkabel ist ein ausreichender Leitungsquerschnitt maßgebend, damit der ohmsche Widerstand, und somit der Spannungsabfall, gering bleibt. Abhängig von der Stromstärke stehen üblicherweise folgende Leitungsquerschnitte zur Verfügung:
→ 25mm2, 35mm2, 50 mm2 und 70 mm2
Alle Anschlüsse müssen einwandfrei fixiert und sauber sein. Die Massezange dient dem Anschluss des Stromleiters an das zu schweißende Werkstück und muss fest und gut leitend angebracht werden können.
4. Elektrodentypen
Umhüllte Stabelektroden bestehen aus einem Kerndraht und einer mit- tels Bindemittel gebundenen, überwiegend mineralischen Umhüllung. Bei unlegierten Stabelektroden unterscheiden sich die mechanischen Gütewerte (Festigkeits- und Zähigkeitseigenschaften) des reinen Schweißguts beim Abschmelzen der Elektrode durch eine nicht so hohe Härte wie in der Wärmeeinflusszone neben dem Schweißgut. Hochlegierte Stabelektroden müssen vom gleichen „Typ" sein wie der Grundwerkstoff. Bei nichtrostenden Stählen bestimmen die Elemente Chrom und Nickel die Korrosionsbeständigkeit. Aber auch Elemente wie Titan und Kohlenstoff müssen berücksichtigt werden. Die Umhüllung der Stabelektrode bestimmt das Schweiß- und Zündverhalten, den Werkstoffübergang und das Schweißen in unterschiedlichen Positionen. Es gibt dünn-, mitteldick- und dickumhüllte Stabelektroden.
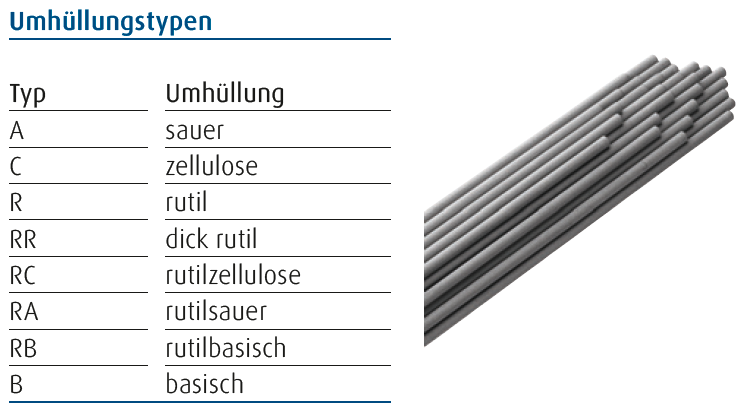
Die aufgezeigte Vielfalt von Umhüllungstypen kommt bei legierten und hochlegierten Stabelektroden nicht vor, hier unterscheidet man beispielsweise bei Stabelektroden zum Schweißen nichtrostender Stähle nur zwischen basischen Typen und Rutilelektroden.
Die richtige Stabelektrode auswählen
In Abhängigkeit von der gestellten Schweißaufgabe erfolgt die Aus- wahl des Elektrodentyps.
Typ C (zellulose)
Zelluloseumhüllte Stabelektroden Sind besonders für das Schweißen in Fallnahtpositionen geeignet. Sie enthalten organische Substanzen, vor allem Zellulose, in ihrem Mantel. Ein typisches Anwendungsgebiet ist das Fallnahtschweißen von Rohrleitungen und Großpipelines. Die Schweißgeschwindigkeit, Abschmelzleistung und der Einbrand Sind hoch. Durch den grobtropfigen Werkstoffübergang ist die Spaltüberbrückbarkeit gut. Das Nahtaussehen ist grobschuppig. Die C-Elektrode erfordert hohe Brennspannungen und ist daher nicht for alle Schweißgeräte geeignet.
Typ RA (rutilsauer)
Diese Stabelektroden haben eine hohe Abschmelzleistung und sind sehr hoch strombelastbar. Der Werkstoffübergang ist feintropfig, dies führt zu konkaven glatten Nähten und sicherem Erfassen des Wurzelpunktes bei Kehlnähten. Durch niedrigen Si-Gehalt sind sie sehr gut for anschließendes Verzinken, Emaillieren und Gummieren geeignet. Die Schlacke lässt sich leicht entfernen.
Typen R, RR
Stabelektroden des Rutiltyps werden für das Schweißen von dünnen Blechen verwendet und eignen sich for alle Schweißpositionen mit Ausnahme der Fallnahtposition. Sie zeichnen sich durch einen weniger feinen Tropfenübergang im Vergleich zu den dick rutilumhüllten Elektroden (RR) aus. Elektroden vom Typ RR erzeugen Schweißnähte mit gleichmäßiger und feinschuppiger Oberfläche bei sehr guter Schlackenentfernbarkeit.
Typ RC (rutilzellulose)
Die Rutilzellulose-Elektrode erzeugt ein zähflüssiges Schmelzbad. Durch den Zelluloseanteil entsteht weniger Schlacke, sodass diese Elektrode for die Fallnahtschweißung von Kehlnähten im Metall- bau (nicht Stumpfnähte an Rohren) geeignet ist. Wegen ihrer universellen Einsetzbarkeit wird sie besonders häufig unter Montagebedingungen verwendet.
Typ RB (rutilbasisch)
Dieser Elektrodentyp ist durch einen mitteltropfigen Werkstoffübergang, gute Festigkeits- und Zähigkeitseigenschaften und sehr gute Positionsverschweißbarkeit gekennzeichnet. In Kombination mit der hohen Abschmelzleistung kommt diese Elektrode häufig im Rohrleitungs- und Stahlbau bei Zwangslagenschweißungen und Wurzelschweißungen zum Einsatz.
Typ B (basisch)
Basische Elektroden erzielen ein Schweißgut mit hoher Kerbschlagarbeit, besonders bei tiefen Temperaturen. Die hohe Risssicherheit des Schweißgutes ist auf dessen hohen metallurgischen Reinheitsgrad zurückzuführen. Zum Einsatz kommen die basischen Elektro- den zum Beispiel bei Stählen mit eingeschränkter Schweißeignung oder großen Wanddicken. Unter der Voraussetzung, dass trockene Stabelektroden (Rücktrocknen) verwendet werden, ist eine geringe Kaltrissneigung zu erwarten. Basisch umhüllte Stabelektroden sind für das Schweißen in allen Positionen, ausgenommen Fallposition, geeignet. Der Werkstoffübergang ist grobtropfig.
5. Der Schweißprozess
Zu Beginn des Schweißprozesses wird der Lichtbogen gezündet, indem man mit der Elektrode kurzzeitig das Werkstück berührt und anschließend durch ein leichtes Zurückbewegen den Lichtbogen ausbildet. Bei basischen Elektroden wird häufig auch ane streichende Bewegung auf dem Werkstück empfohlen, damit möglichst keine Teilchen aus der spröden Umhüllung abplatzen können. In jedem Fall muss darauf geachtet werden, dass Zündstellen wieder überschweißt werden und nicht außerhalb des Schweißbereiches liegen.
Das richtige Führen der Elektrode
Die Elektrode wird quer zur Schweißrichtung senkrecht angestellt und in Schweißrichtung schräg gehalten mit einem Winkel bis zu etwa 45 Grad.
Tipp: Für die Lichtbogenlänge lässt sich als Faustformel angeben, dass sie for alle Elektrodenarten außer der basischen Elektrode etwa gleich dem Kernstabdurchmesser sein sollte. Basische Elektroden müssen mit sehr kurzen Lichtbogen verschweißt werden. Der Abstand beträgt hier nur „Kernstabdurchmesser x 0,5". Es wird gewöhnlich in Strichraupentechnik gearbeitet, selten mit geringer Pendelbewegung schleppend geschweißt. Eine Ausnahme ist das Schweißen in Steignahtposition, die immer pendelnd mit stechend angestellter Elektrode ausgeführt wird.
Wichtige Schweißparameter
Der beim Lichtbogenhandschweißen einzustellende Parameter ist die Schweißstromstärke, die direkten Einfluss auf die Abschmelzleistung und auf den Einbrand hat. Die Spannung wird von der Stromquelle automatisch angepasst. Die beim Schweißen maximal einstellbare Stromstärke ist von der Strombelastbarkeit der Elektroden abhängig. Diese hängt direkt mit dem ohmschen Widerstand des Kernmaterials zusammen. Zu hohe Stromstärken erwärmen die Elektroden so stark, dass die Umhüllung abplatzen kann oder ausglüht. Andererseits ist eine gewisse minimale Stromstärke notwendig, damit die Elektrode richtig abbrennt.

Die unteren Grenzwerte der Stromstärken Sind for das Schweißen von Wurzellagen und in Zwangspositionen vorgesehen, die oberen Grenzwerte for die Positionen PA, PB sowie for FüII- und Decklagen.
Hinweis: Die in der Tabelle angegebenen Grenzwerte der Strom- stärke gelten für unlegierte Werkstoffe. Hochlegierte Werkstoffe werden bei geringeren Stromstärken verschweißt. Auf jeder Elektrodenverpackung ist der empfohlene Stromstärkenbereich durch den Hersteller angegeben.
Fehlerursachen
Lichtbogenablenkung (Blaswirkung)
Bam Gleichstromschweißen kann der Lichtbogen durch die Wirkung des Magnetfeldes abgelenkt werden, sodass ein gleichmäßiges Schweißen behindert wird. Als Folge dieser sogenannten magnetischen Blaswirkung ergeben sich zahlreiche Fehler, wie unzulässige Schlackeneinschlüsse, mangelhafte Durchschweißung und ungenügender Einbrand. Die Ablenkung des Lichtbogens erfolgt in Richtung großer Stahlmassen, in Schweißnahtfugen auf die Naht gerichtet und vom Massenanschluss weg. Als Abhilfen gegen die Lichtbogenablenkung sind bewährt: das Neigen der Elektrode, die Verwendung zusätzlicher Stahlmassen und das Verlegen des Anschlusspunktes des Massekabels.
Rücktrocknung
Wasserstoff im Schweißgut ist auf Feuchtigkeit in den Elektroden zurückzuführen. Basische Elektroden Sind hygroskopisch, deshalb ist besonderes Augenmerk auf trockene Lagerung und Rücktrocknen zu legen. Typische Temperaturen liegen im Bereich von 250 bis 350 oc mit Haltezeiten von 30 bis 120 Minuten. Diesbezügliche Herstellerangaben sollten befolgt werden.
Schweißnahtfehler
Schweißnahtfehler können in unterschiedlicher Form auftreten und verschiedene Ursachen haben. zu Einbrandkerben kommt es, wenn die Stromstärke zu groß, die Elektrodenhaltung zu Steil oder der Lichtbogen zu lang ist. Schlackeneinschlüsse treten auf, wenn Schlackereste überschweißt werden, die Stromstärke zu gering oder die Schweißgeschwindigkeit zu hoch ist. Gaseinschlüsse kommen durch eine unsaubere Oberfläche des Werkstücks, eine feuchte Umhüllung oder einen zu langen Lichtbogen zustande. Wird die Elektrode zu schnell von der Schmelze entfernt, so kann es zur Ausbildung von Endkratern kommen. Besonders bei großen Stromstärken besteht die Gefahr von Schrumpfrissen, durch die Verwendung schlecht geeigneter Werkstoffe Oder zu schnelles Abkühlen kommt es zu Rissen im Nahtübergang. Wurzelfehler treten auf, wenn Schlacke bei großem Stirnflächenabstand in den Wurzelbereich eintritt.
Arbeitsschutz
Ein elementares Thema beim Schweißen stellt der Arbeitsschutz dar, daher Sind dessen Grundsätze konsequent einzuhalten.
Strahlung
Es wird zwischen drei Strahlenarten unterschieden. Der Schweißer wird neben sichtbaren Lichtstrahlen und infraroten oder Wärmestahlen auch ultravioletten Strahlen ausgesetzt. Den besten Schutz vor sichtbaren und unsichtbaren Lichtstrahlen bieten Schweißschirme oder Kopfhelme mit genormten und dunkel getönten Schutzgläsern. Zum Schutz vor Verblitzung durch UV-Strahlen wird das Tragen geeigneter Arbeitskleidung und die Verwendung genormter Schutzgläser In Schutzstufe 9 bis Schutzstufe 12 empfohlen.
Wegspringende Schlackenteile
Eine Verletzung des Auges kann auch durch das Entfernen der Schlacke hervorgerufen werden. Wegspringende Schlackenteile und Schweißtropfen stellen hier die Gefährdung dar. Zum Schutz davor empfiehlt sich das Tragen seitlich geschlossener Schutzbrillen mit Klarsichtscheiben oder die Verwendung von Freisichtschirmen.
Rauch und Gase
Rauch und Gase entstehen beim Schweißen durch die hohen Temperaturen im Lichtbogen. Diese Schadstoffe können in Abhängigkeit von der Zusammensetzung der Elektrode inert, giftig oder krebserzeugend sein und in das Atmungsorgan des Schweißers gelangen. In engen Räumen ist daher beim Arbeiten besondere Vorsicht geboten. Durch persönliche Schutzmaßnahmen wie Schutzschilde und Absaugungen können die maximal zulässigen Konzentrationen im Atembereich des Schweißers unterschritten werden.
Elektrischer Strom
Zwischen Anschlussklemme der Werkstückleitung und der Schweißleitung herrscht Leerlaufspannung, sofern der Lichtbogen nicht brennt. Gleiches gilt zwischen Spannbacken des Elektrodenhalters und dem Werkstück. Bei Berührung kann es zu tödlichen Stromschlägen kommen. Abhilfe wird durch Isolierung durch Schuhe, Arbeitskleidung und Lederhandschuhe geschaffen.