
1. Schweißgase
Acetylen
Bei den Verfahren der Autogentechnik können unterschiedliche Brenngase eingesetzt werden. Das Gasschweißen (auch Autogenschweißen) ist ausschließlich mit Acetylen möglich. Nachfolgende Vorteile des Acetylens können effektiv for das Verfahren genutzt werden.
→Höchste Flammentemperatur: 3.160℃
→Schneller Wärmeeintrag in das Bauteil
→Präziser, örtlich begrenzter Wärmeeintrag in das Bauteil
→Präzise Einstellung einer neutralen Schweißflamme
Die Dauerentnahme des Acetylens bei einer Einzelflasche ist in Abhängigkeit von der Flaschengröße auf 350-5001/h begrenzt. Bei höherem Verbrauch (siehe Schweißbrenner) werden Einzelflaschen mit Flaschenkupplungen verbunden oder Flaschenbündel eingesetzt.
Sauerstoff
Sauerstoff wird zurn Verbrennen des Acetylens in der Schweißflamme benötigt. Die Entnahmemenge des Sauerstoffs ist von der Flaschen größe und der Durchflussmenge des Druckminderers abhängig. Sauerstoff kann auch in flüssiger Form in wärmeisolierten Tanks bereitgestellt werden. Für den Umgang mit Druckgasflaschen siehe IGV-Sicherheitshinweise Umgang mit Druckgasflaschen.
2. Schweißbrenner
Als Brenner werden Injektorbrenner eingesetzt. Durch die Druckdüse strömt der Sauerstoff mit 1,8 bis 2,5 bar Druck. Durch die Strömungsgeschwindigkeit entsteht eine Saugwirkung im Bereich der Saugdüse (Injektor). Das Acetylen strömt mit einem Druck von 0,2 bis 0,8 bar in die Saugdüse und wird durch den Sauerstoffstrahl in die Mischdüse gesaugt, im Mischrohr mit dem Sauerstoff gemischt und bei Austritt aus der Gasdüse gezündet. Zur Überprüfung der Funktion des Injektorbrenners bietet sich die sogenannte Saugprobe an. Hierbei wird nur der Sauerstoffschlauch an den Schweißbrenner angeschlossen.
Bei geöffnetem Sauerstoff- und Brenngasventil muss sich durch den strömenden Sauerstoff am Brenngasanschluss eine merkliche Saugwirkung ergeben. Ist dies nicht der Fall, ist der Brenner defekt.
Schweißeinsätze
Die Handgriffe der Schweißbrenner werden je nach Materialstärke mit verschiedenen Schweißeinsätzen versehen. Dabei wird zwischen Größe 0 bis 10 unterschieden. Der Schweißeinsatz mit der Größe 3 realisiert einen Schweißbereich von 2-4 mm. Zur überschlägigen Ermittlung des Bedarfs an Acetylen bildet man den Mittelwert aus unterem und oberem Schweißbereich und multipliziert das Ergebnis mit 100 1/h. Für den Brenner 2-4mm (Größe 3) bedeutet dies (2+4)/2 x 100 1/ h = 300 1/h. Dies bedeutet für den Praktiker, dass dieser Schweißeinsatz an einer Einzelflasche betrieben werden kann.
Zünden und Einstellen der Schweißflamme:
→Flaschenventile urn eine halbe Umdrehung öffnen
→Arbeitsdruck
abhängig von der Brennergröße an der Einstellschraube einstellen
(Acetylen 0,2 bis 0,8 bar; Sauerstoff 1,8 bis 2,5 bar)
→Sauerstoffabsperrventil am Brenner öffnen und einige Sekunden ausströmen lassen
→Ventil schließen, bis nur noch eine geringe Gasströmung vorhanden ist
→Acetylenabsperrventil urn eine Vierteldrehung öffnen und Gasmischung einige Sekunden ausströmen lassen
→Zum Zünden der Flamme einen Anzünder verwenden
→Flamme mit den Ventilen am Griffstück justieren (siehe Flammeneinstellung)
Beenden des Schweißprozesses/Löschen der Flamme:
→Brenngasventil schließen und dann das Sauerstoffventil schließen
3. Sicherheitseinrichtungen
Sicherheitseinrichtungen nach DIN EN 730-1/1SO 5175 dienen dazu, das Druckreduzierventil, den Druckminderer, die Gasschläuche und vor allem die Gasflasche gegen unkontrollierten Gasrücktritt und Flammenrückschlag zu schützen. Die Sicherheitseinrichtungen können am Handgriff, im Gasschlauch oder am Druckminderer angebracht sein. Ihre Größe sollte in Bezug auf die notwendige Dorchflussmenge der Anwendung angepasst sein. Der Einsatz für das langsamer strömende Acetylen ist verbindlich festgelegt, die Verwendung für Sauerstoff ist optional. Man unterscheidet zwischen druck- und temperaturgesteuerten Sicherheitseinrichtungen.
Bei Flaschenbatterieanlagen muss eine Entnahmestellensicherung eingebaut werden. Sicherheitseinrichtungen Sind jährlich von einer befähigten Person zu prüfen. Die Prüfung ist zu dokumentieren.
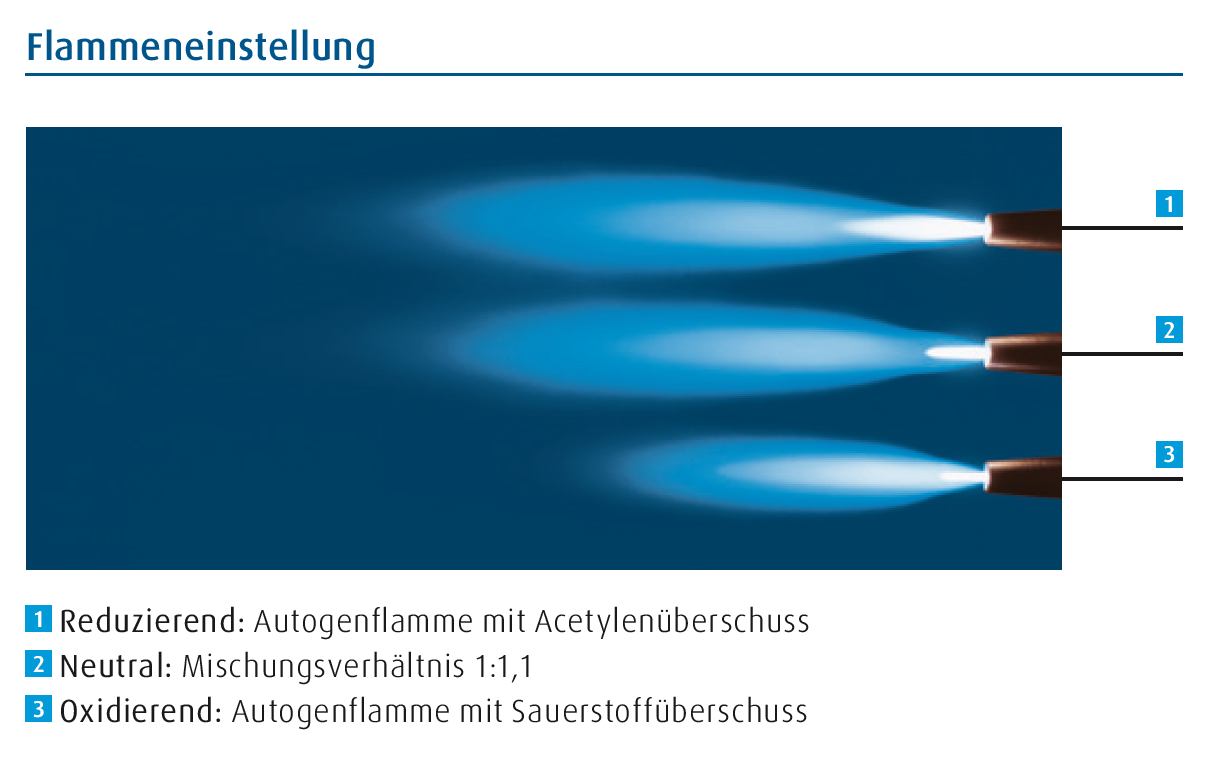
4. Acetylen-Sauerstoff-FIamme
Die Flamme besteht aus zwei Bereichen. In der Primärflamme findet eine Teilverbrennung des Acetylens mit dem aus der Flasche zugeführten Sauerstoff (1 Teil) statt. In der Beiflamme erfolgt unter Sauerstoffentnahme aus der Luft (1,5 Teile) die vollständige Verbrennung des Acetylens. Deshalb ist insbesondere in engen Räumen und bei der Verwendung großer Brennereinsätze auf ausreichende Be- und Entlüftung zu achten, urn dem Sicherheitsaspekt in Bezug auf Sauerstoffmangel in der Umgebungsluft gerecht zu werden.
Durch den scharf abgezeichneten Primärflammenkegel ist ein leichtes Einstellen nach dem Flammenbild ohne aufwendige Messgeräte möglich. Die maximale Flammentemperatur der Acetylen-Sauerstoff-Flamme beträgt ca. 3.160 oc bei einem Mischungsverhältnis von 1:1,1.
Die neutrale Flamme wird zurn Schweißen von Stahl verwendet. Eine reduzierende Flamme ist vorteilhaft beim Auftragsschweißen und mit einer oxidierenden Flamme wird Messing geschweißt. Der Arbeitsbereich beim Schweißen von Stahl liegt 3-5 mm vor dem hellen Flammenkegel, urn die höchste Flammentemperatur zu nutzen. Dort ist eine reduzierende Atmosphäre vorhanden, die die Oxidation des Schweißgutes und des abschmelzenden Schweißstabes verhindert. Damit schützt die Flamme den Schweißprozess vor der schädlichen Wirkung des Sauerstoffs aus der Loft.
5. Schweißstäbe und Fugenformen beim Gasschweißen
Die Schweißstäbe für die allgemeinen Baustähle und warmfesten Stähle Sind in der DIN EN 12536 genormt. Die Bezeichnung des Zusatzwerkstoffes für den Baustahl S 355 ist: Schweißstab DIN EN 12536 - O Ill. Beim Gasschweißen von reinem Kupfer (Cu-DHP) muss etwas Zinn (CuSn1) zurn besseren Fließverhalten zugesetzt sein. In der DIN EN ISO 9692 Sind die Fugenformen für das Gasschweißen von Stählen aufgeführt.
6. Gasschweißprozess
Das Schweißbad entsteht durch die unmittelbare und örtlich begrenzte Wirkung der Acetylen-Sauerstoff-FIamme. Wärme und Schweißzusatz werden im Allgemeinen getrennt zugeführt. Durch die Heizleistung der Autogenflamme werden der Grundwerkstoff auf- und der Zusatzwerkstoff abgeschmolzen. Der Zusatzwerkstoff ist in der Regel artgleich zurn Grundwerkstoff. Durch die gute Spaltüberbrückbarkeit Sind die Anforderungen an die Schweißnahtvorbereitung gering. Das Schmelzbad ist gut zu beobachten und daher auch gut beherrschbar, auch unter Zwangslagen. Wirtschaftlich ist die Werkstoffdicke für das Gasschweißen auf 3-5 mm beschränkt. Das Verfahren wird für un- und niedriglegierte Stähle, Stahlguss, Grauguss und Nichteisenmetalle angewendet.
Zur Herstellung von Schweißverbindungen gibt es zwei Arbeitstechniken:
→ Nachrechtsschweißen
Die Flamme wird auf das Schmelzbad und in Richtung der fertigen Naht gehalten. Hochwertige Schweißnähte mit mehr als 3 mm dickem Stahl werden sicher durchgeschweißt. Der Schweißstab wird „hinter" die Schweißflamme gehoben. Dabei hält man die Schweißflamme still, während der Schweißstab mit ovalen Bewegungen im Schmelzbad herumgeführt wird.
→ Nachlinksschweißen
Die Flamme zeigt beim Schweißen in die Schweißrichtung. Der Schweißstab wird tupfend bewegt. Der Schweißbrenner folgt dem Schweißstab. Der Einsatz liegt bei bis zu 3mm Werkstückdicke und erzeugt eine glatte Oder eine leicht geschuppte Nahtoberfläche.

