
1. Verfahrensprinzip für das Laserstrahl-Brennschneiden
Das Laserstrahl-Brennschneiden und das Laserstrahl-Schmelzschneiden werden hauptsächlich zum Schneiden von Metallen eingesetzt.

Un- und niedriglegierter Stahl wird beim Laserstrahl Brennschneiden bis auf Entzündungstemperatur erhitzt und im Sauerstoffstrahl verbrannt. Die kinetische Energie des Sauerstoffstrahls treibt dabei Schmelze und Schlacke aus der Schnittfuge aus. Bei der Verbrennung wird zusätzlich Energie freigesetzt, die hohe Schneidgeschwindigkeiten ermöglicht. Die entstandenen Schnittflächen sind mit einer Oxidschicht bedeckt.
Hochlegierte Stähle und Nichteisenmetalle werden beim Laserstrahl-Schmelzschneiden bis auf Schmelztemperatur erhitzt. Die Schmelze wird mit der kinetischen Energie eines reaktionsträgen oder inerten Gases wie Stickstoff oder Argon aus der Schnittfuge ausgetrieben. Sie ist grundsätzlich zäher als beim Brennschneiden. Es wird keine zusätzliche Verbrennungsenergie erzeugt, sodass die Schneidgeschwindigkeit niedriger ist als beim Einsatz von Sauerstoff. Die Schnittflächen sind metallisch blank.
2. Strahlführungssystem beim Brennschneiden
Das Licht eines Festkörperlasers – wie z. B. eines Stab-, Scheibenoder Faserlasers – wird mittels Glasfasern zum Bearbeitungskopf übertragen. Das Licht eines CO2-Lasers hingegen kann aufgrund Seiner Wellenlänge nicht über Fasern übertragen werden und wird in der Regel mit Spiegeln zum Bearbeitungskopf geleitet. Die Spiegel sind Teil des sogenannten geschlossenen Strahlführungssystems, das die Umgebung vor Streustrahlung und den Laserstrahl vor Stäuben und gasförmigen Verunreinigungen schützt.
Problematische Luftbestandteile sind insbesondere:
→ Kohlenwasserstoffe, z. B. Butan als Treibgas in Sprühflaschen, oder auch durch Lüftungs- oder Druckluftsysteme angesaugte Kohlenwasserstoffe (Abgase, Lösungsmittel etc.)
→ Feuchtigkeit, z. B. Luftfeuchtigkeit oder Reinigungsflüssigkeit wie auch deren Dämpfe
→ Kohlendioxid, z. B. aus der Verbrennung
Das
Strahlführungssystem sollte mit reinem Gas, LASERLINE® Stickstoff zum
Laserstrahlschneiden (Reinheit 5.0 entspricht 99,999 %), gespült
werden, um eine Beschädigung der Spiegel bzw. eine Änderung der
Laserleistung oder der Strahlqualität zu vermeiden.
Achtung: Druckluft aus Ringleitungen, wie sie z. B. für den Betrieb von Druckluftwerkzeugen verwendet wird, hat nicht die nötige Reinheit.
Hier fehlen in der Regel Filtereinheiten für Kohlenwasserstoffe und gasförmige Nebenbestandteile. Eine Nachrüstung vorhandener Systeme mit entsprechender Technik ist im Allgemeinen unwirtschaftlich und zusätzlich regelmäßig zu warten.
Ist Leistungsverlust am Bearbeitungskopf feststellbar, so kann dies an verschmutzten oder falsch ausgerichteten Spiegeln liegen. In diesem Fall muss durch ausgebildetes Personal eine Leistungsmessung je Spiegel bzw. eine Spiegeljustage und/oder -reinigung durchgeführt werden.
3. Schneidprozess beim Brennschneiden
Wichtige Prozessgrößen und Fehlerquellen sind:
→ Brennweite der Schneidlinse
→ Fokusposition
→ Düsengröße
→ Düsenmitte
→ Arbeitsabstand
→ Schneidgasart, Schneidgasdruck
→ Leistung, Geschwindigkeit
Brennweite der Schneidlinse
Zur Bündelung des Laserstrahls werden Fokussierlinsen eingesetzt, die bis zu 5 kW/cm2 Laserstrahlleistung standhalten. Linsenbrennweiten von 5", 7,5" und 10" sind gebräuchlich. Eine Schneidlinse kann durch Spannungen beschädigt sein, die man nur unter polarisiertem Licht sehen kann.
Treten Schneidprobleme auf, sind folgende Fragen zu klären:
1. Hat die Linse die passende Brennweite und ist sie richtig eingebaut?
2. Ist die Linse verkratzt oder verschmutzt?
3. Arbeitet die Linsenkühlung ordnungsgemäß?
4. Sind Laserstrahl und Linse richtig aufeinander ausgerichtet?
Eventuell muss dann die Strahlführung neu justiert werden.
Fokusposition
Beim Laserstrahlschneiden mit Sauerstoff wird der Fokus – das ist die Stelle im Strahl mit der höchsten Energiedichte – auf der Blechoberseite positioniert, um dort schnellstmöglich die Zündtemperatur zu erreichen. Geringfügige Abweichungen, z. B. wenige Millimeter über dem Blech, erzeugen einen breiteren Schnittspalt, sodass dickere Werkstücke leichter zu entnehmen sind. Beim Laserstrahlschneiden mit Stickstoff wird der Fokus nahe der Blechunterseite positioniert, um ein effektives Aufschmelzen des Werkstoffs und Ausblasen der Schmelze zu ermöglichen.
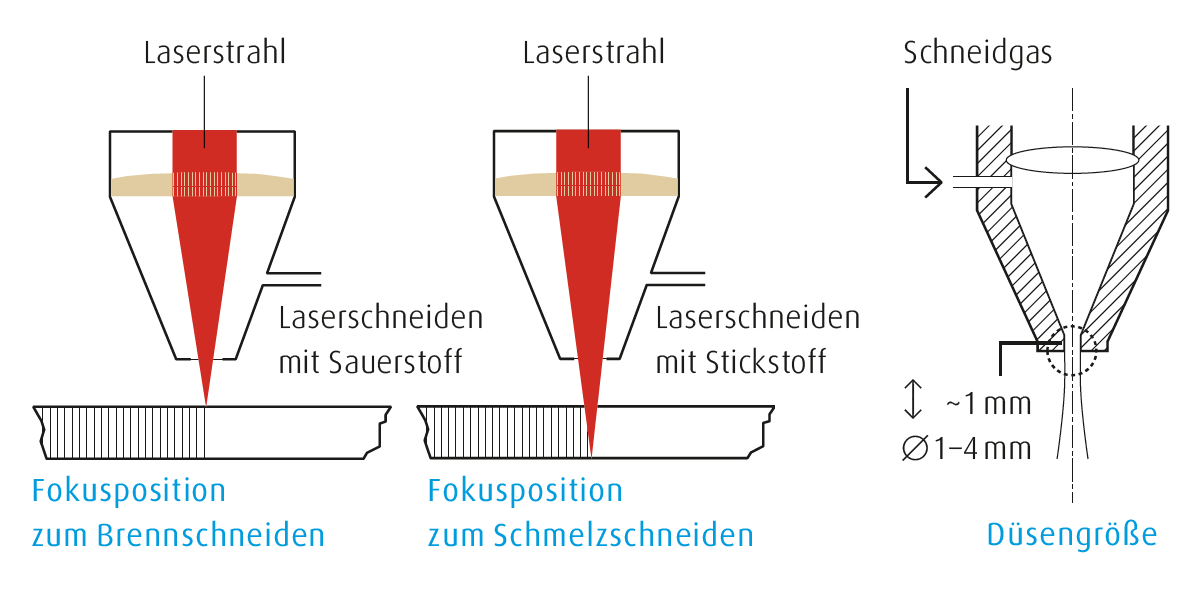
Düsengröße
Der Bohrungsdurchmesser kennzeichnet die Düsengröße. Diese beträgt beim LaserstrahI-Brennschneiden von z. B. 10 mm Baustahl 1,2-1,5mm. Beim Schmelzschneiden von 10mm Edelstahl beträgt die Größe dagegen 2,5-4 mm, da der Fokus etc a 10-12 mm unterhalb der Bohrung (Blechunterseite) liegt und die Bohrung ausreichend Platz für den austretenden Laserstrahl bieten muss. Die Düsenbohrung Iäuft zylindrisch aus, formt damit den Schneidgasstrahl und bestimmt letztendlich die erzielbare Schnittqualität. Der zylindrische Teil darf nicht verschmutzen oder beschädigt werden, die Düsenunterseite nach einer Kollision niemals schmirgeln.
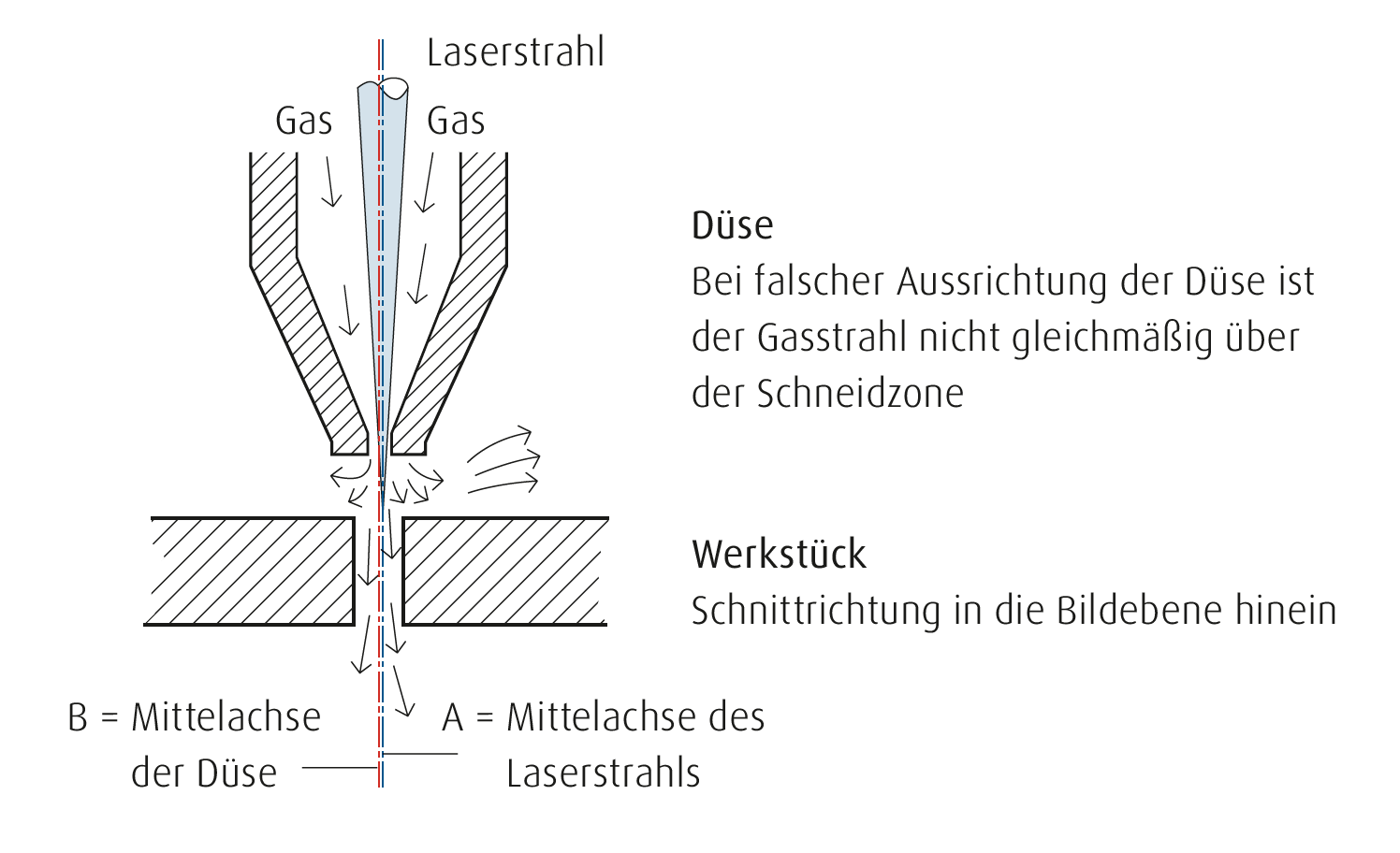
Düsenmitte
Zur Ermittlung der Lage des Laserstrahls zur Düsenmitte wird das Schneidgas abgestellt. Die Düsenunterseite wird z.B. mit Graphit geschwärzt und ein Klebeband über die Bohrung geklebt. Bei geringer Leistung wird ein „Schuss“ ausgeführt. Bei anschließender Betrachtung des Klebebands kann so die Lage des Strahls ermittelt werden. Das Loch des „Schusses“ sollte sich dann mittig in dem schwarzen Graphitring befinden. Eine falsche Ausrichtung der Düse stellt sich über richtungsabhängige Schnittqualität und Spritzerauswurf dar.
Arbeitsabstand
Der Arbeitsabstand zwischen Düse und Werkstück beträgt üblicherweise 0,25–2 mm und muss während des Schneidvorgangs konstant gehalten werden. Dazu werden zumeist Abstandssensoren eingesetzt.
Es ist darauf zu achten, dass sich beim Düsenwechsel, z. B. durch Austausch nicht exakt baugleicher Düsen, der Abstand zur Werkstückoberfläche verändern kann. Hier gilt es dann, den Fokusabstand neu einzustellen.
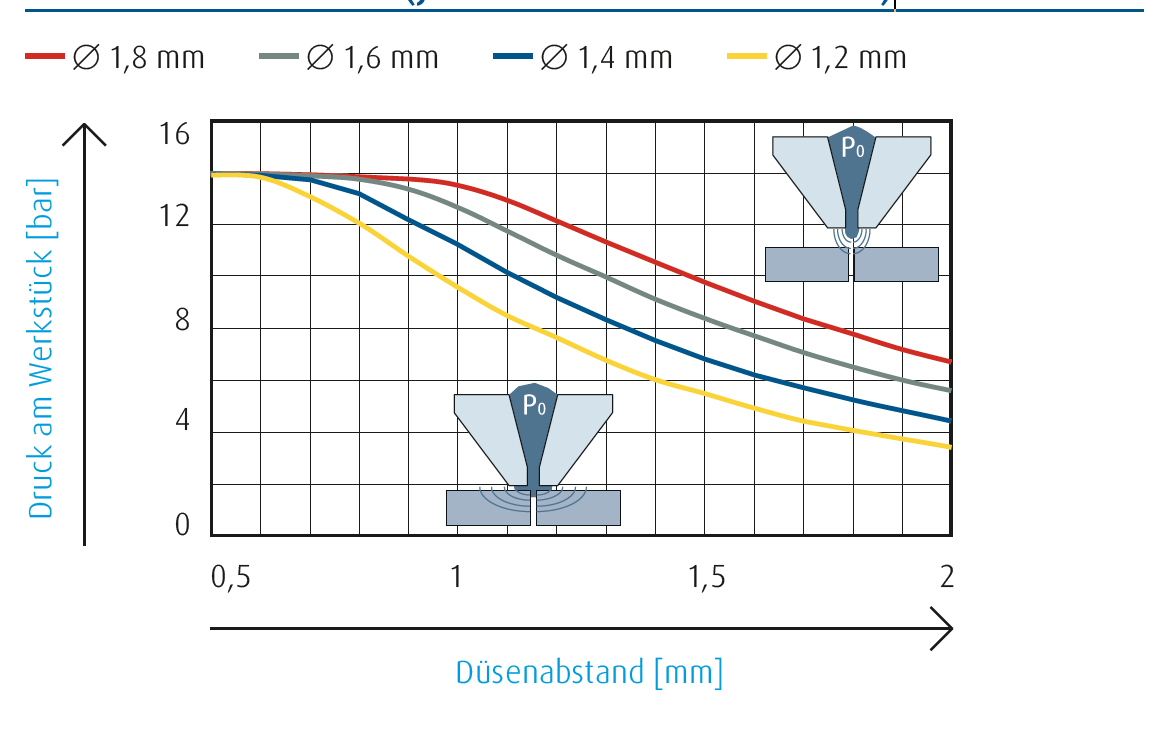
Druckschwankungen des Schneidgases an der Werkstückoberfläche können das Schneidresultat verschlechtern. Je größer der Düsendurchmesser gewählt wird, desto geringer fallen Druckschwankungen durch Veränderung des Düsenabstands an der Werkstückoberfl.che aus. Ist also die Werkstückoberfläche uneben oder eine Abstandsregelung nicht vorhanden, hat der Anwender die Möglichkeit, durch Wahl einer größeren Düse die Abstandssensibilität zu verringern und ein Schneidergebnis mit konstanterer Qualität zu erzielen.
Einfluss des Düsenabstands auf den Schneidgasdruck an der Werkstückoberfl.che (je nach Düsendurchmesser)
Schneidgasart
Beim Laserstrahl-Brennschneiden wird Sauerstoff als Schneidgas eingesetzt, beim Schmelzschneiden Stickstoff, zum Teil auch Argon bei empfindlichen Werkstoffen wie z. B. Titan oder Zirkon. Treten Probleme beim Schneiden auf, so können diese mit dem verwendeten Schneidgas zusammenhängen. Zur Fehlersuche sollte der Gasdruck und die Menge (der Durchfluss) überprüft werden. Hierzu sollten beide Parameter möglichst nah an der Düse (am Schneidkopf) ermittelt werden. Beispielsweise führt überm..iger Sauerstoffdruck zu verbrannten Ecken und zum Verlust filigraner Konturen.
Ebenso kann eine unzureichende Gasreinheit zu folgenden Problemen führen: beim Sauerstoffschneiden zu reduzierter Schneidgeschwindigkeit und beim Stickstoffschneiden zu verminderter Schnittkantenqualität.
Schneidgasdruck
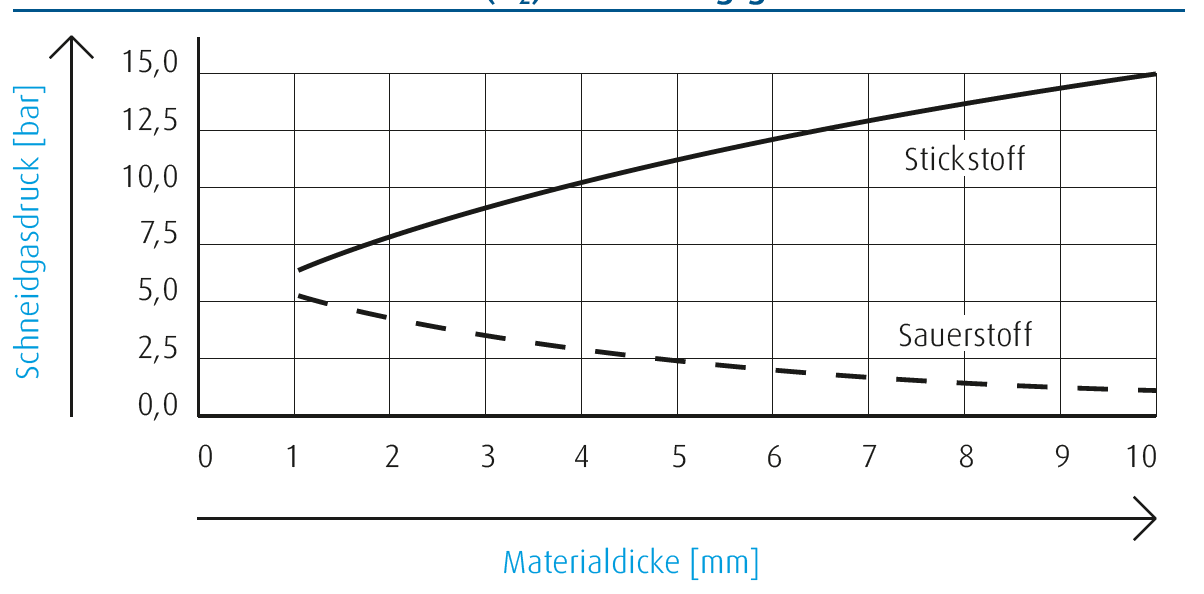
Das Schneidgas wird zwischen Linse und Düse zugeführt und der Schneidgasdruck im Schneidkopf gemessen. Beim Laserbrennschneiden muss der Druck des Schneidsauerstoffs mit zunehmender Blechdicke bis unter 1 bar reduziert werden. Ein zu hoher Druck verursacht Auskolkung. Der Stickstoffdruck wird demgegenüber mit steigender Blechdicke beim Laserschmelzschneiden erhöht. Zu geringer Druck verursacht Bartbildung. Zusätzlich dazu schützt das Schneidgas die Schneidlinse vor Spritzern. Speziell beim Einstechen muss im Schneidkopf der Schneidgasdruck aufgebaut sein und der Schneidgasfluss vorherrschen, bevor der Laserstrahl eingeschaltet wird.
Wenn z. B. die Düse auf der Werkstückoberfl.che aufsetzt, ist zwar der Scheidgasdruck vorhanden, aber der Schneidgasstrom unterbrochen.
Es besteht in beiden Fällen die Gefahr, dass Spritzer vom Einstechen von unten auf die Linse spritzen können.
Wird beispielsweise bei Konturen mit vielen Einstechvorgängen die Zeit zwischen dem Öffnen des Schneidgasventils und dem Einschalten des Laserstrahls reduziert, sinkt zwar die Gesamtbearbeitungszeit, gleichzeitig erhöht sich aber die mögliche Spritzerbelastung der Linse bzw. reduziert sich deren Lebensdauer.
Hier kann es sinnvoll sein, das Schneidgas während des gesamten Bearbeitungsprozesses eingeschaltet zu lassen.
Unterschiede im Schneidgasdruck beim Schmelzschneiden (N2) gegenüber dem Brennschneiden (O2) in Abhängigkeit der Materialdicke
Leistung, Geschwindigkeit
Die einzustellende Laserleistung und Schnittgeschwindigkeit hängen von der eingesetzten Anlage ab und sind deren Parametertabellen zu entnehmen. Zur Optimierung bzw. Fehlersuche kann beispielsweise die Schnittgeschwindigkeit bis zu 20 % davon abweichend variiert werden.
Spezifikation und Zustand des Werkstoffs
Bei Abweichungen in der verwendeten Werkstoffgüte kann sich auch das Schnittergebnis verändern (z. B. Inhomogenitäten wie Steigerungen oder Schwankungen der Anteile der Legierungselemente des Werkstoffs). Auch die Oberflächenbeschichtung in Form von Rost, Farbe, Walzzunder etc. kann über dadurch veränderte Absorptionseigenschaften Einfluss auf die Schnittparameter haben.
Gleiches gilt z. B. auch für tiefe Kratzer, wie für unterschiedliche Rauheiten allgemein.
4. Schneidgasreinheit
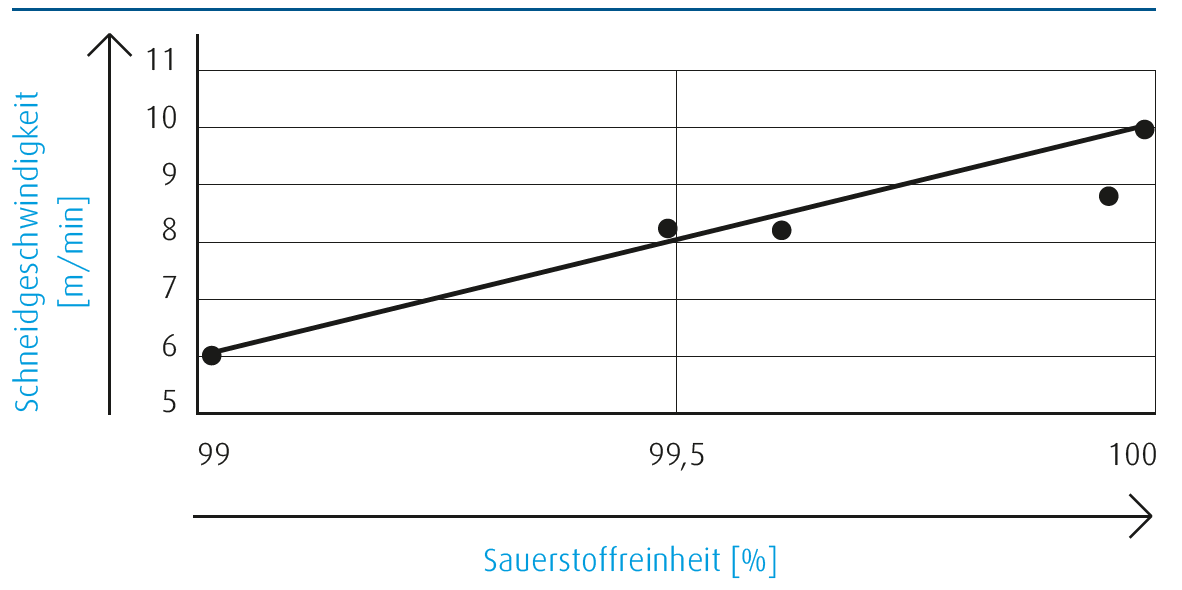
LASERLINE® Sauerstoff zum Laserstrahlschneiden, Reinheit 99,95 %:
Je höher die Reinheit des Schneidsauerstoffs, desto schneller kann geschnitten werden. LASERLINE® Sauerstoff zum Laserstrahlschneiden erlaubt wesentlich höhere Schneidgeschwindigkeiten als Schneidgas in technischer Qualität (99,8 %).
Abhängigkeit der Schneidgeschwindigkeit von der Sauerstoffreinheit beim Laserbrennschneiden
LASERLINE® Stickstoff zum Laserstrahlschneiden, Reinheit 99,999 %, O2 < 20 ppm: LASERLINE® Stickstoff zum Laserstrahlschneiden ermöglicht metallisch blanke Schnittflächen und erhält die Korrosionsbeständigkeit, wohingegen die Standardreinheit (Industriequalität) Verfärbungen verursacht und die Korrosionsbeständigkeit zerstört (siehe unten links, unterschiedliche Anlauffarben).

LASERLINE® Stickstoff zum Laserstrahlschneiden zur Spülung des Strahlführungssystems ermöglicht konstante Strahlparameter. Ohne Spülung können Feuchtigkeit, Kohlenwasserstoffe und CO2 den Laserstrahl verändern und die Optiken beschädigen (siehe oben rechts, verschmutzte/neue Optik).